Optische, kurzkohärente Rauheitsmessung für KMGs
Der Rauheitssensor RS-C ist ein flächig messendes Interferometer mit Full-HD-Auflösung, das die extreme, vertikale Auflösung eines Interferometers mit einer extremen lateralen Auflösung von 55nm (100X-Objektiv) kombiniert und Messungen auch in Fertigungsumgebungen ermöglicht.
; Tiefeneinstellnormal (Rillennormal mit Rillentiefe von 75nm) (o.r.); geschliffenes Aluminium (u.l.); GlasmaÃstab mit period (Bild: WENZEL Group GmbH & Co. KG)")
Exemplarische Darstellung mikroskopischer Oberflächen, gemessen mit dem Weißlichtinterferometer RS-C: superfeines Raunormal (Bild: WENZEL Group GmbH & Co. KG)
Bei der Fertigung von Bauteilen steht zunehmend auch die Rauheit im Fokus der Qualitätssicherung. Funktionseigenschaften und Strukturen von Bauteilflächen müssen geprüft werden, um Eigenschaften wie Dicht-, Schmier-, Reib- oder Verschleißverhalten zu gewährleisten. Daher werden mikroskopische Strukturen auch verstärkt im KMG-Umfeld gemessen und mit Hilfe von Rauheitsparametern charakterisiert. Die profilbasierten Rauheitsparameter Ra und Rz liefern aufgrund der Berechnungsmethode jedoch nur eine begrenzte Aussagekraft. Daher ist es erforderlich, zusätzlich auch funktionsorientierte Kenngrößen aus Messdaten abzuleiten, welche auf der Materialverteilungsanalyse basieren (z.B. Rk, Rpk und Rvk), und zusätzlich 3D-Parameter zu betrachten (z.B. Sa oder Sz). Letztere sind aufgrund der flächigen Messung und einer besseren statistischen Auswertung gegenüber dem profilbasierten Messprinzip taktiler Taster im Vorteil. Dies ist ein Grund, weshalb die Optik in der industriellen Anwendung immer mehr an Akzeptanz gewinnt. Um diesem Trend auch im KMG-Umfeld Rechnung zu tragen, ist es von Vorteil, nicht nur Form- und Lageabweichungen zu ermitteln, sondern die Oberflächengüte auch mikroskopisch im Rahmen automatisierter Messprozesse auswerten zu können. Mithilfe von KMGs wird ein 3D-Bezug zum Werkstück bzw. zum Fertigungsverfahren geschaffen und damit ein Bezug zur Bauteilgeometrie hergestellt.
")
Exemplarische Darstellung mikroskopischer Oberflächen, gemessen mit dem Weißlichtinterferometer RS-C: Tiefeneinstellnormal (Rillennormal mit Rillentiefe von 75nm). (Bild: WENZEL Group GmbH & Co. KG)
Flächig messendes Interferometer
Der neue Sensor RS-C von Wenzel eignet sich bestens für den Einsatz in den genannten Anwendungsbereich. Für die optische Messung von Topographien weist er interessante Alleinstellungsmerkmale auf: Der Sensor ist ein flächig messendes Interferometer mit Full-HD-Auflösung (1.920X1.080), das die extreme, vertikale Auflösung eines Interferometers (im nm-Bereich) mit einer extremen lateralen Auflösung von 55nm (100X-Objektiv) kombiniert. Der Sensor wird wahlweise mit einem piezo-elektrischen Antrieb oder einem externen Aktuator betrieben und kann feinste Mikrostrukturen bis hin zur physikalischen Beugungsgrenze optisch auflösen. Solch feine Strukturen lassen sich mit zerstörend messenden Tastnadeln aufgrund der Hertzschen Pressung und der morphologischen Profilfilterung (bedingt durch vergleichsweise große Tastspitzenradien von 2 bis 5µm) nicht erfassen. Dieser Sachverhalt macht den Sensor für zahlreiche Anwendungen, wie die Messung geschliffener, polierter, geläppter oder gehonter Oberflächen interessant. Anwendungen aus der Halbleitertechnik, der Wafer-Produktion, der technischen Mikrostrukturierung und der Medizintechnik runden das Einsatzspektrum des Sensors ab. Aufgrund des flächigen Messprinzips ermöglicht der Sensor zudem eine weit bessere statistische Auswertbarkeit von Oberflächen gegenüber taktilen Messsystemen. Diese Kenntnis setzt sich nach und nach in der industriellen Anwendung durch und beeinflusst auch die Rauheitsnormung (z.B. Normung der 3D-Rauheitsparameter).
")
Exemplarische Darstellung mikroskopischer Oberflächen, gemessen mit dem Weißlichtinterferometer RS-C: geschliffenes Aluminium. (Bild: WENZEL Group GmbH & Co. KG)
Messungen im Fertigungsumfeld
Der RS-C ermöglicht die Messung und den Export von Topographien, Punktewolken und triangulierten STL-Netzen mit mehr als 4Mio. Dreiecken pro Einzelmessung. Die Messdaten können in einer Messzeit von weniger als 30 Sekunden bereitgestellt werden. Auf Basis der Messdaten werden schließlich gezielt 2D- und 3D-Rauheitsanalysen nach DIN EN ISO durchgeführt und Rauheitskennwerte als Report ausgegeben. Eine weitere Besonderheit ist seine Größe, die durch eine Optimierung des Strahlenverlaufs erzielt wurde. Der Sensor ist nicht größer als ein handelsübliches Smartphone und kann dank GigE-Schnittstelle, schnell an bestehende KMGs adaptiert werden. Neue Auswertealgorithmen ermöglichen die Messung auch bei Vibrationen der Maschine oder der Umgebung, was insbesondere im Fertigungsumfeld ein enormes Potential verspricht. Damit besteht die Möglichkeit, den Sensor auch an KMGs von Wenzel wie der LH, der Core oder an Roboterarmen im Shopfloor-Bereich zu betreiben. Dank optionaler KMG-Adaption besteht zudem die Möglichkeit, einen globalen Koordinatenbezug zwischen der mikroskopischen Topographie und dem Koordinatensystem der Maschine bzw. des Werkstücks herzustellen. Folglich sind auch Multi-Sensor-Anwendungen in unterschiedlichen Skalenbereichen möglich.
")
Exemplarische Darstellung mikroskopischer Oberflächen, gemessen mit dem Weißlichtinterferometer RS-C: Glasmaßstab mit period (Bild: WENZEL Group GmbH & Co. KG)
Rauheits- und Auswertetool
Der Sensor wird mit der Software PointMaster betrieben. Diese stellt ein eigenes Modul für die Datenerfassung und Sensorsteuerung bereit. Zudem beinhaltet sie ein eigenes Rauheits- und Auswertetool, mithilfe dessen Oberflächen normgerecht auf Rauheit analysiert werden können. Mithilfe der Software können Profilschnitte und Spline-Verläufe interaktiv auf der Oberfläche definiert werden. Entsprechend sind Rauheitsanalysen möglich, die deutlich über rein lineare Auswertungen hinausgehen. Die implementierten Normen umfassen dabei die DIN EN ISO16610 (zur normgerechten Filterung), die DIN EN ISO4287 (zur Berechnung von Rauheitsparametern wie Ra und Rz), sowie die DIN EN ISO13565 (zur Berechnung der abbott-basierten Parameter wie Rk, Rvk und Rpk). Des Weiteren sind Analysen der gemessenen Punktewolken oder der STL-Netze (z.B. von Mikrooberflächen) uneingeschränkt möglich.
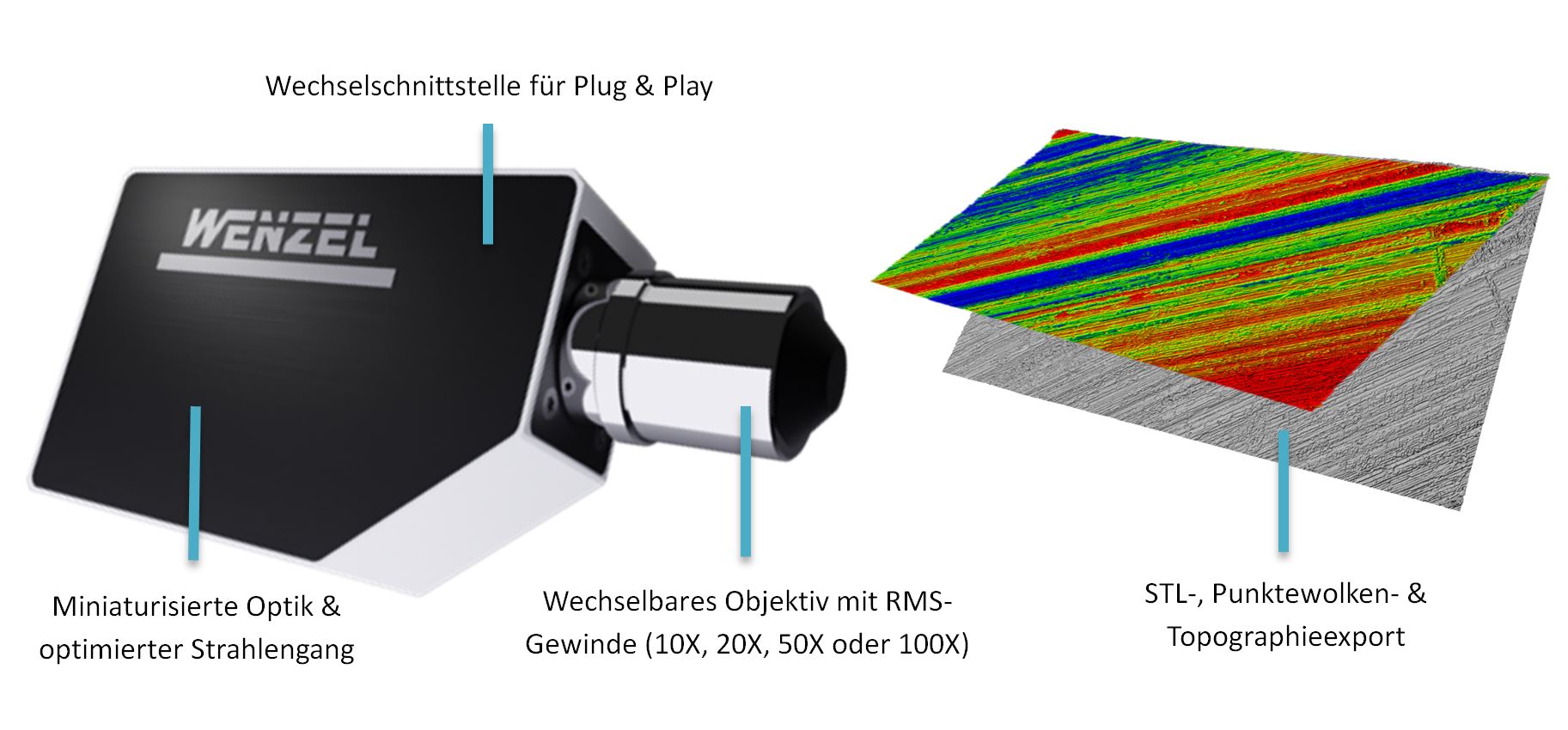
Bild: WENZEL Group GmbH & Co. KG









