Aus Zwei mach Eins
3D-Zeilenkamera zur Prüfung von Steckverbindern
Steckverbinder sind in der Elektronik unverzichtbar. Längst können sie nur noch an voll automatisierten Fertigungslinien mit einer integrierten 100%-Qualitätsprüfung wirtschaftlich produziert werden. Dieses Qualitätsziel erreicht die Eberhard AG durch die Umstellung auf ein einstufiges berührungsloses Prüfverfahren mit 3D-Zeilenkameras.
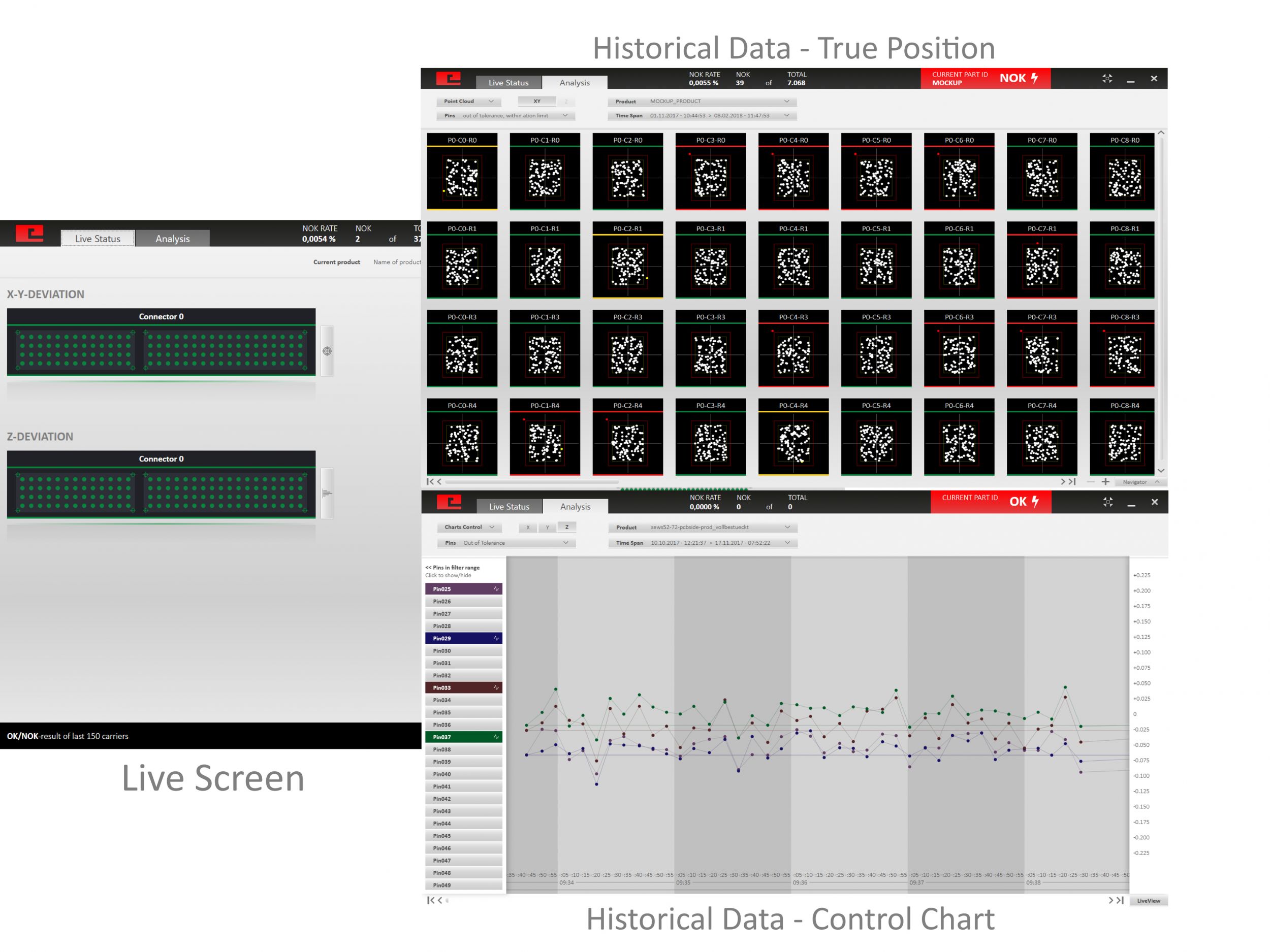
Bild 1 | Screenshot der Benutzeroberfläche. Das Prüfmodul kann die Pin-Dimensionen der Steckverbinder von 0,4×0,5mm bei einer Prüfgeschwindigkeit von 4 bis 10s in Abhängigkeit des Takts des Bestückungsautomaten inline messen. (Bild: Eberhard AG)
Mit der Komplexität der Anwendungen für Steckverbinder nimmt auch die Anzahl der in einem Steckverbinder verbauten Pins zu. Parallel dazu verringert sich der Querschnitt eines Pins immer weiter und beträgt heute oft nur noch 0,4×0,5mm. Die Eberhard AG produziert Anlagen für die vollautomatische Herstellung von Steckverbindern sowie zum Bestücken von Printed Circuit Boards. In der Vergangenheit erfolgte die Prüfung von True Position und Pinhöhe in zwei unterschiedlichen Stationen. Die zum Teil berührenden Verfahren benötigten aufwändige und teure produktspezifische Adapter, was insbesondere bei der Produktion mehrerer Artikel auf derselben Linie hinderlich war. Zudem können berührende Messverfahren bei immer weiter abnehmendem Pinquerschnitt das Messergebnis unzulässig beeinflussen.
Kamerakriterien
")
Bild 2 | Die aus den Stereobildern der Chromasens Zeilenkamera 3DPixa Compact 15μm berechneten 3D-Daten liefern die Koordinaten für alle Objektpunkte in drei Dimensionen. (Bild: Eberhard AG)
Oberstes Ziel war daher die Entwicklung eines neuen berührungslosen Prüfverfahrens, mit dem die Position und Höhe der Pins auf den Steckverbindern zukünftig in einer einzigen Station geprüft werden kann. Konkret geprüft werden sollten dabei die Positionen der Pinspitzen relativ zu einer Referenzgeometrie des Steckverbinder-Kunststoffkörpers. Das neue Prüfmodul sollte in der Lage sein, die sich am Markt etablierenden minimalen Pin-Dimensionen von 0,4×0,5mm bei einer Prüfgeschwindigkeit von 4 bis 10s in Abhängigkeit des Takts des Bestückungsautomaten inline zu messen. „Die marktüblichen Toleranzbereiche von 0,3 bis 0,6mm sowie die feinen Geometrien an einer Pinspitze erforderten eine Mindestauflösung des Messsystems von 15 bis 20µm. Darüber hinaus galt es bei der typischen Geometrie eines Steckverbinders zu verhindern, dass es beim Messen aufgrund der Becherwände zu Abschattungen kommt“, betont Dr.-Ing. Björn Haller, Entwicklungsleiter bei Eberhard. Aus dem Anforderungsprofil der Anwendung kristallisierten sich die verschiedene Kriterien heraus, anhand derer die Ingenieure von Eberhard verschiedene am Markt verfügbare 3D-Kameras verglichen:
- High-Speed Bilderfassung von mindestens 100mm/s und schnelle Auswertung
- Minimaler Triangulationswinkel zur Vermeidung von Verschattung der Pins
- Messstabilität der Pinposition
- Mindestauflösung von 15 bis 20µm
Nach Auswertung der Marktrecherche wurde die 3D-Zeilenkamera 3DPixa Compact 15µm von Chromasens ausgewählt. „Die Geschwindigkeiten der Bildabtastung und -berechnung der Kamera sind im Rahmen der Durchlaufzeit oder sogar schneller. Darüber hinaus liefert die Zeilentechnologie die für genaue Messungen erforderliche Auflösung und ermöglicht eine koaxiale Beleuchtung, die genügend Licht in die tiefen Becher eines Steckergehäuses wirft. Schließlich stehen Kamera und Licht senkrecht zum Objekt und minimieren dadurch Okklusionen“, erläutert Haller die Entscheidung.
Vorteile der 3D-Zeilenkamera

Bild 3 | An einer Station des EIS-3D Moduls wird die Steckseite des Verbinders vermessen, die zweite prüft die Seite des Verbinders, welche an die Leiterplatte gelötet wird. (Bild: Eberhard AG)
Im Vergleich zu einem typischen Stereo-Vision-System, bei dem zwei horizontal gegeneinander versetzte Flächenkameras verwendet werden, nutzt die 3DPixa Compact 15µm von Chromasens eine neuartige Methode zur Abbildung von 3D-Oberflächen mit einem 7.300×3 (RGB) Linienscanner, der Stereo- und Zeilenkameratechnologie kombiniert sowie 2D-Farb- und 3D-Messungen ermöglicht. Zur Aufnahme von 3D-Daten verwendet das Kamerasystem zwei Objektive, mit denen das Licht sowohl auf die rechte als auch die linke Seite des Zeilenscanners fokussiert wird. 3D-Informationen werden berechnet, indem ein Satz von Punkten in einem Bild mit demselben Satz von Punkten im zweiten Bild verglichen wird. Durch den Vergleich kann die relative Tiefeninformation berechnet und in Form einer sogenannten Disparitätskarte kenntlich gemacht werden, in der Objekte, die näher am Stereokamerasystem liegen, eine größere Disparität haben als weiter entfernte. Aufgrund der erforderlichen hohen Auflösung beträgt die Tiefenschärfe der Kamera lediglich 2,6mm. Da sich die Referenz am Kunststoffgehäuse üblicherweise in einer Ebene befindet, die 5 bis 20 mm von der Ebene der Pinspitzen entfernt ist, können Pinspitze und Kunststoffreferenz nicht gleichzeitig in einem einzigen Bild fokussiert werden. Folglich erfasst das System zwei Bilder, die dann zueinander in Bezug gesetzt werden. Ein Bild auf der Ebene der Pinspitzen und das andere auf der Bezugsebene.
Pinspitzen und Referenzebene
Während der Inspektion wird das Kunststoffgehäuse jedes Steckverbinders in einem Werkstückträger fixiert, so dass die korrekte Position und Winkelstellung des Steckers relativ zur Kamera sichergestellt ist. Das erste Bild wird mit Fokus auf die Referenzebene aufgenommen. Ein linearer Servomotor bewegt die Kamera über den Steckverbinder. Nach dem Erfassen des ersten Bildes bringt der Servomotor die Kamera in ihre Ausgangsposition zurück und die Kamerahöhe wird angepasst, um die Pinspitzen in den Fokus zu bringen. Dann wird das zweite Bild aufgenommen und die Kamera fährt in ihre Ausgangsposition zurück. Um eine genaue Berechnung der Pinkoordinaten zu gewährleisten, müssen die beiden aufgezeichneten Bilder exakt zueinander positioniert werden. Hierzu wird ein separater Glasmaßstab eingesetzt. Dieser triggert die beiden Bildaufnahmen und sorgt für eine hochgenaue Positionierung. „Abhängig vom Steckverbinder und der erreichbaren Beleuchtung sind Aufnahmegeschwindigkeiten von bis zu 280mm/s möglich“, bestätigt Haller. Die Rohbilddaten werden anschließend über CameraLink zu einem Framegrabber auf einen PC übertragen. Die Pin Inspection Software von Eberhard verwendet Halcon, um die Chromasens 3D-Software und zusätzliche Bildverarbeitungstools auszuführen. „Die 2D-Bilder zeigen markante Farbverläufe, welche für ein stabileres Ergebnis sorgen, indem die Farbkanäle einzeln verarbeitet und der Durchschnitt der resultierenden Positionen verwendet wird“, erläutert Haller. „Für jeden Steckverbindertyp sind die Bildverarbeitungsfunktionen entsprechend parametriert, um die Position der Pinspitzen und der Referenzgeometrie mit Subpixel-Genauigkeit im Bild zu identifizieren. Die gewünschten Geometrien werden mit in Halcon programmierten Algorithmen gesucht. Sie geben die Position der Pinspitzen oder Referenzgeometrien, die im linken und rechten Teil des Stereobildes gesucht wurden, in Pixelkoordinaten (subpixelgenau) für das jeweilige Bild, aus.
Höhere Genauigkeit, geringere Kosten
Durch die erkannten Positionen der Pinspitzen und Referenzpositionen in den Stereoaufnahmen A und B können die x, y und z-Koordinaten im von der Kamera aufgespannten Koordinatensystem ermittelt werden. Dies wird mit den Pinspitzen, sowie auf der anderen Aufnahme mit den Referenzen durchgeführt. Zur Berechnung der Pinhöhe wird der exakte Abstand der Kamerahöhenverstellung mit einem digitalen Kontaktsensor gemessen. Damit wird der Abstand der beiden Bilder in z-Richtung (Höhe) mikrometergenau erfasst. Die berechneten Ergebnisse für jeden Steckverbinder werden in einer Datenbank abgelegt und über HMI visualisiert. Der Bediener kann die Produktion auf einem Live-Bildschirm verfolgen und vergangene Produktionsdaten in Punktewolken, Histogrammen oder Regelkarten auswerten. „Verglichen mit den bislang eingesetzten berührenden Prüfverfahren verbessert das neue optische Inspektionssystem die Genauigkeit und reduziert Kosten, weil nun nicht mehr zwei Prüfstationen notwendig sind und produktspezifische und schwierig zu handhabende Adapter wegfallen“, betont Haller.










