Kalte und warme Farben
Inline-Farbmessung automatisiert Kunststoffproduktion
Beim Kunststoff-Spritzguss kommt es oft auf den exakten Farbton der Produkte an. Deren Farbe ändert sich während des Abkühlens. Bisher konnten nur Stichproben an abgekühlten Teilen vermessen werden. Mit einem Inline-Farbmesssystem kann nun direkt nach der Entnahme aus der Form eine 100%-Kontrolle durchgeführt werden.
Dabei wird auf eine empirisch ermittelte Korrelation der Farbe zwischen warmen und kalten Teilen zurückgegriffen. So kann frühzeitig eine Abweichung im Prozess erkannt und Ausschuss vermieden werden. Das Süddeutsche Kunstsstoffzentrum (SKZ) entwickelte und erprobte diese Methode im Rahmen einer Studie, wobei auch strukturierte Oberflächen messbar sind. Die Farbänderung bei Temperaturänderungen wird als Thermochromie bezeichnet. Schon bei einem Temperaturunterschied von 20°C können je nach Einfärbung Farbabweichungen von mehr als 2E-Einheiten entstehen. Sobald Teile unterschiedlicher Hersteller aus eventuell unterschiedlichen Werkstoffen in Baugruppen kombiniert werden, ist die sichere Einhaltung geforderter Farbwerte ein wichtiges Thema der QS. Für eine schnelle Erkennung und Beseitigung von Farbschwankungen reicht eine Stichprobenkontrolle im Labor nicht aus. Stattdessen ist eine 100%-Qualitätskontrolle in der laufenden Fertigung vorzuziehen. Durch Farbmessungen bei mehreren unterschiedlichen Temperaturstufen lässt sich eine Masterkurve erstellen, die das Thermochromie-Verhalten des eingefärbten Polymers beschreibt. Damit können Farbwerte, die am noch warmen Bauteil ermittelt wurden, auf Raumtemperatur umgerechnet werden.
Versuchsaufbau
Dazu hat das SKZ eine Versuchsreihe durchgeführt und Masterkurven für verschiedene Materialien erstellt. Die an den Proben ermittelten Koeffizienten lassen sich anschließend auf das reale Bauteil übertragen. Für die Herstellung der Farbproben ist ein entsprechendes Werkzeug mit Wechseleinsätzen vorhanden, um Plättchen mit verschiedenen Wanddicken und unterschiedlichen Oberflächen (poliert, erodiert, strukturiert) fertigen zu können. Die Farbmessungen wurden jeweils im 4mm dicken Bereich einer Stufenplatte durchgeführt. Durch Wechseleinschläge im Spritzgießwerkzeug lassen sich acht verschiedene Oberflächen realisieren. Der Vergleich zwischen Online- und Offline-Farbmessung mit dem colorcontrol ACS7000 wurde an folgenden Farben und Materialien durchgeführt: ABS-Rot; ABS-Orange; Polyamid-Grün; Polycarbonat – Grau. Zudem wurde am SKZ eine Einrichtung entwickelt, die an einem Klimaschrank adaptiert wurde und eine automatisierte Durchführung der Farbmessung an bis zu vier Proben bei verschiedenen Temperaturstufen ermöglicht. Durch die Automatisierung werden zudem möglichst gleichbleibende Randbedingungen für reproduzierbare Ergebnisse gewährleistet. Die Koeffizienten sollen für jedes Material und jede verwendete Farbe ermittelt werden. Hintergrund ist, dass sie ggf. unterschiedliche Abklingkurven haben. Um gleichzeitig die Remissionswerte und die Temperatur an der Bauteiloberfläche zu erfassen wurden zwei Sensoren benötigt.
Eingesetzte Sensorik
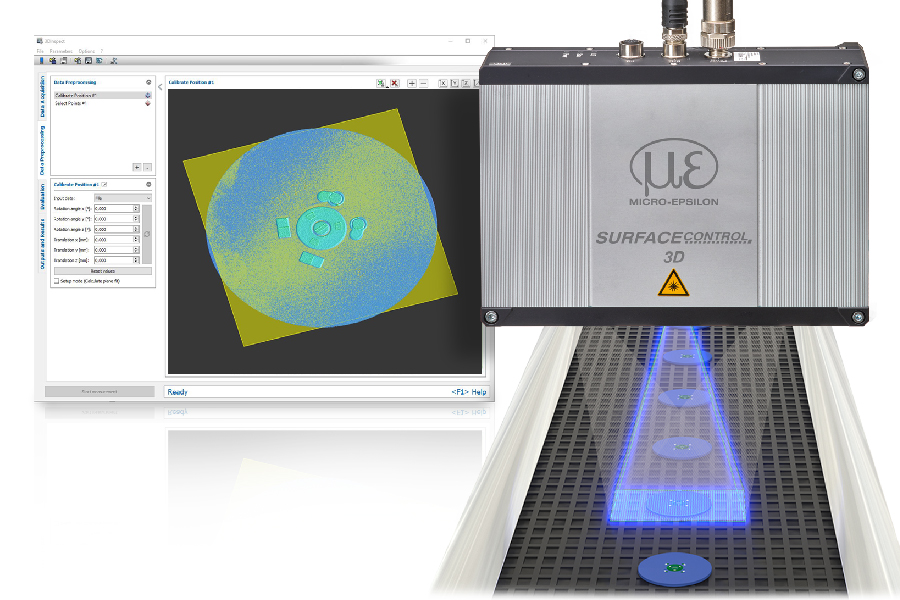
Zur Farbmessung wurde das Inline-Farbmesssystem colorcontrol ACS7000 eingesetzt; die Temperatur mit einem IR-Sensor thermometer CT ermittelt. Im Unterschied zu konventionellen Farbmesssystemen wird bei dem verwendeten System eine Farbe nicht nur über den Vergleich zum Referenzwert, sondern über das Reflexionsspektrum eindeutig identifiziert. Dank der hohen Messraten von 2.000Hz eignet es sich für Anwendungen, bei denen Farben und Schattierungen bei laufender Produktion überwacht werden müssen. Wegen der hohen Messgenauigkeit (E0,08 (5nm)) findet das System auch Einsatz im Labor, z.B. in der industriellen F&E. Zur einfachen Integration in den Prozess stehen u.a. Anschlüsse für Ethernet und Ethercat zur Verfügung. Das optische Messsystem verfügt über drei verschiedene Sensorköpfe: Für strukturierte, hochreflektierende sowie metallisch-glänzende Oberflächen, wie im vorgestellten Beispiel, eignet sich am besten der 360° Ringkopf. Im Sensor sind 24 Beleuchtungsoptiken um die Empfangsoptik angeordnet und sorgen für eine konstante Ausleuchtung der Oberfläche. Dadurch kann die Messung unabhängig von der Drehlage des Messobjekts erfolgen. Für Farbmessung auf matten und feinstrukturierten Materialien eignet sich der Winkelkopf. Beleuchtung und Empfänger sind im Sensor im 30°/0° bzw. 45°/0° Winkel zueinander angeordnet, wodurch sich ein Arbeitsabstand von 50 bzw. 38mm ergibt. Über einen optional erhältlichen Adapter kann der 30°/0° Sensor auch für taktile Messungen eingesetzt werden, z.B. für die Kontrolle bei der Kunststoffherstellung der extrudierten opaken Endlosbahn. Die letzte Variante stellte einen zweiteiligen Transmissionssensor dar. Damit können Selbstleuchter und transparenter Objekte (z.B. Folien) gemessen werden. Für die Farbmessung von Selbstleuchtern wird lediglich die Empfängereinheit benötigt, bei transparenten Objekten Sender und Empfängereinheit, die über ein Montageset befestigt werden können. Die IR-Temperatur-Sensoren thermometer CT sind für ein breites Anwendungsspektrum ausgelegt. Von niedrigen Temperaturen, die in Kühlketten oder Labore vorherrschen, bis zu höchsten Temperaturen in Schmelzen und Hochöfen messen sie in einem Temperaturbereich von -50 bis 2.200°C. Durch zuvor ermittelte und in der Software hinterlegte Abkühlkurven können die bei Entformungstemperatur ermittelten Farbwerte auf eine Referenztemperatur (24°C) umgerechnet werden. Die Farbe wird automatisch und früher als bisher geprüft. Damit kann die Produktivität und Ausbeute optimiert werden. Die beschriebe Methode spart Zeit und sichert eine 100%-Kontrolle.