Losgröße 1
3D-Inline-Inspektion bei der Fertigung von Innentüren
Mit dem Einsatz von Multisensorsystemen lassen sich viele Produktionsschritte auch in komplexen Losgröße-1-Fertigungsprozessen verifizieren, z.B. bei der Herstellung hochwertiger Innentüren, die sich in Abmessungen, Falzform, Materialien und Farben unterscheiden können.
")
Die Firma Jeld-Wen, einer der weltweit größten Hersteller von Innentüren produziert unter dem Handelsnamen Dana qualitativ hochwertige Innentüren, welche sich durch einen besonders hohen Grad an Individualität auszeichnen. Jede einzelne Tür ist produktionstechnisch ein Einzelstück, und oft unterscheidet sich jedes neue Produkt in Abmessungen, Falzform, Materialien und Farben vom vorhergehenden. Während der Produktionsablauf inzwischen zu einem hohen Grad automatisiert werden konnte, ist die Qualitätssicherung bei dieser Variabilität der Produkte eine gewaltige Herausforderung. Bei der Türenfertigung wird eine möglichst frühzeitige Erkennung aufgetretener Abweichungen angestrebt, um Teile, bei denen eine Nachbearbeitung notwendig ist, oder eine neuerliche Fertigung unumgänglich wird, frühzeitig aus der Produktionskette auszuschleusen. Daher konzentriert sich die automatisierte Kontrolle auf zwei Teilbereiche: Den Türfalzbereich, und den Oberflächenbereich des Türblatts.
Multisensor 3D-Lichtschnittsystem
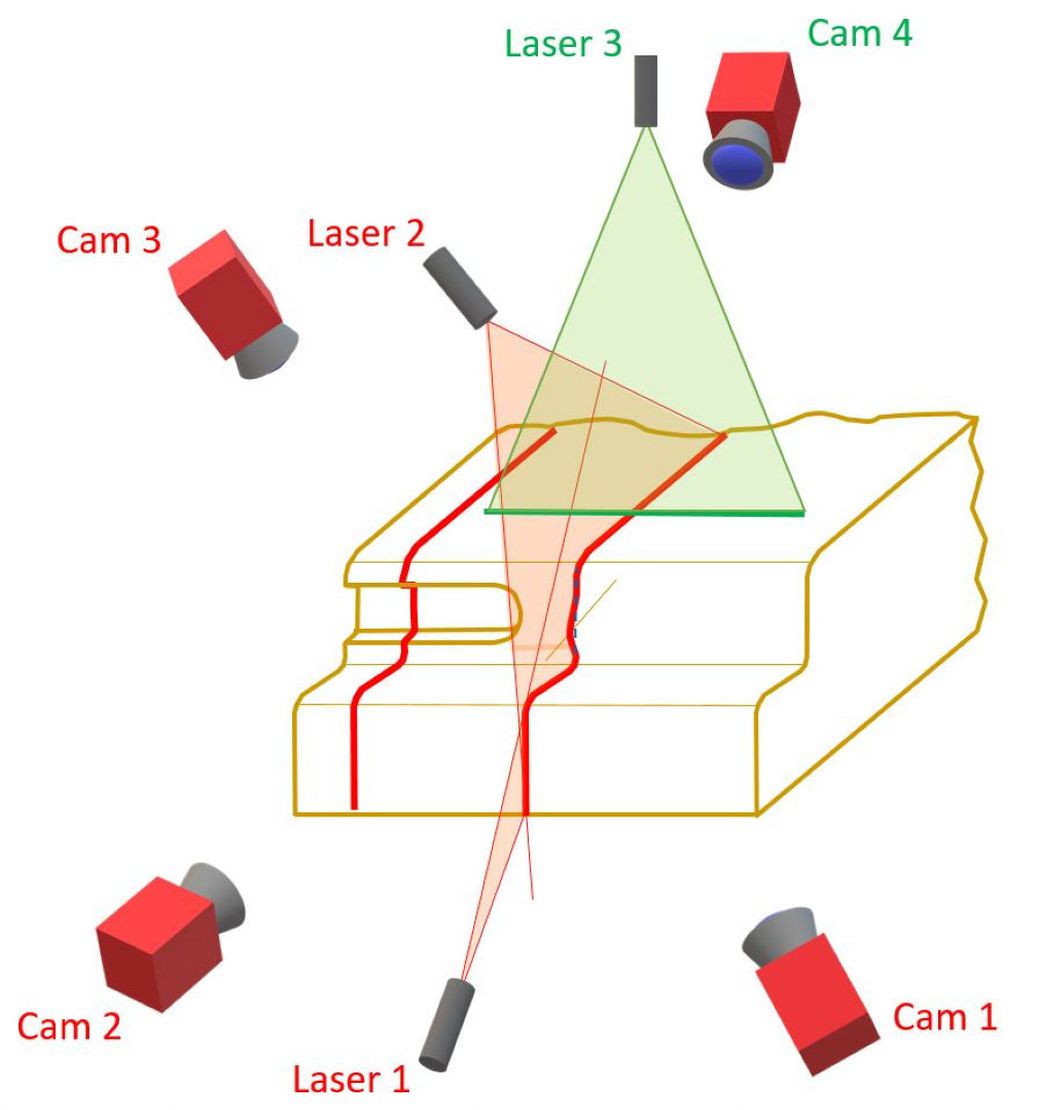
Bei der Kontrolle des Türfalzes sind vor Allem genau definierte geometrische Abmessungen zu prüfen. Dies erfolgt mit vier Laser Lichtschnitt Sensoren direkt nach Durchlaufen der Fertigungslinie. Das Sollprofil setzt sich aus Geraden, Kreisbogenabschnitten und Fasen in unterschiedlichen Abfolgen und Kombinationen zusammen. Eine formalisierte Beschreibungssprache erlaubt die einfache Parametrisierung für neu zu erstellende Falzgeometrien. Alle vier Lichtschnitt Systeme werden in ein gemeinsames Koordinatensystem kalibriert und können das Falzprofil exakt wiedergeben und vermessen. Wobei Cam1, Cam2 und Cam3 für die Profilerstellung zuständig sind. Cam 1 kann dabei Flächen vermessen, die senkrecht zur Transportrichtung stehen und von CAM 2 wegen Abschattung nicht einsichtig sind. Da sich jedoch viele Fehlertypen nicht durch die Auswertung von Einzelprofilen definieren lassen, sondern sich nur über Messungen entlang der gesamten Türlänge, bzw. innerhalb einer bestimmten lokalen Umgebung um den Messpunkt herum bewerten lassen, muss der Datensatz von einzelnen 2D-Profilauswertungen hin zu einer kompletten 3D-Beschreibung erweitert werden. Die Türen werden in der Fertigungslinie und der daran anschließenden Inspektionslinie auf einer Rollenbahn transportiert. Für eine schnelle Inline Datenauswertung ist es hilfreich, Eigenbewegungen der Tür von eventuellen gerichteten Fehlern durch eine Messung der Vertikalbewegung mit einer vierten Kamera (Cam 4) mit zugehörigem Laser direkt zu unterscheiden und somit sicher lokale Eindrückungen, Ablösungen oder Furnierbruch zu detektieren. Zu der reinen Vermessung von Abständen, Winkeligkeit, Radien und anderen die Soll-Geometrie bestimmenden Größen kommt die Erkennung von Ablösungen der Kunststoff- oder Naturholzkante (Blasen), Furnierbrüchen, fehlenden Kanten, überstehenden Kanten, Längs- und Querfalten sowie weiteren Merkmalen, die je nach Ausprägung als Abweichung vom Idealzustand zu erkennen, oder als tolerierbar bzw. Fehler zu bewerten sind.
Erkennung von Holzarten
Als weiteres Sensorsystem wird eine Farbzeilenkamera eingesetzt, um unterschiedliche Kantenmaterialien sowie Holzarten zu erkennen und mit den Produktvorgaben zu vergleichen. Grundvoraussetzung hierfür sind spezielle Beleuchtungs- und Berechnungsmethoden, um die Spiegelungen der einen Fläche auf die jeweils anderen Flächen zu kompensieren. Da die Kanten für die Verklebung mit einem Heißluftgebläse erhitzt werden, kann es bei unerwarteten Stillständen in der Produktionslinie zu lokalen Verbrennungen an den Oberflächen kommen. Diese äußern sich für die unterschiedlichen Materialien in verschiedenen Fehlerbildern und sind auf den natürlichen Holzoberflächen schwierig zu erkennen. Neben den Falzbereichen wird auch die gesamte Oberfläche der Tür an einer nachfolgenden Station überprüft. Hier ist das Türblatt bereits fertig furniert und lackiert. Wesentliche Merkmale sind dabei die Erkennung der richtigen Holzart, wobei noch unterschiedliche Tönungen durch Beizen zu unterscheiden sind. Bei monochromen Türen gehören kleinste, vom Untergrund durchscheinende dunkle punktförmige Fehler, lokale Farbabweichungen in der Fläche bzw. hin zu den Rändern oder Lacknasen zum Fehlerbild. Die Fehlertypen werden mit einer Kombination einer hochauflösenden Farbzeilenkamera mit Prismentechnologie und einem berührungslos arbeitenden, punktförmig messenden CIE L*a*b Farbmesssystem erkannt und klassifiziert. Für feinste, kratzerförmige Beschädigungen der Oberfläche kommen zwei weitere monochrome Zeilenkameras mit spezieller Beleuchtungstechnik zum Einsatz. Zukünftig ist zudem der Einsatz von Machine Learning Verfahren zur schnelleren Anpassung an neue Materialien und Fehlerbilder geplant.