CT direkt an der Linie
Expertenrunde: Wie sieht die Zukunft der Inline-CT aus?
Die Inline-Computertomographie (CT) ist immer stärker im kommen. Fanden vor ein paar Jahren noch CT-Untersuchungen vorwiegend im Messraum statt, gibt es mittlerweile immer mehr Anwender, die CT fertigungsnah oder sogar inline einsetzen. Welche Vorteile sich daraus ergeben, wollte inVISION von Fred Schütter (Bereichsleiter CT, Wenzel Group), Dr. Thomas Wenzel (Senior CT-Technology Expert, Yxlon International) und Dr. Ralf Christoph (Geschäftsführer, Werth Messtechnik) erfahren.
Wo liegen die Unterschiede zwischen einer klassischen CT im Messraum und einer Inline-CT?
Thomas Wenzel (Yxlon): Die Unterschiede von Inline-CT und CT im Messraum lassen sich in vier Punkten beschreiben. Zunächst das Anwendungsspektrum: Eine Inline-CT ist ein spezialisiertes CT-System, das für ein enges Anwendungsspektrum optimiert ist. Währenddessen wird das CT-System im Messraum mit einem breiten Umfang an Prüfobjekten und Aufgabenstellungen konfrontiert. Das schlägt sich auch in der Ausstattung nieder, z. B. durch den Einsatz von zwei Röhren oder einer Vielzahl von Achsen. Zweitens die Geschwindigkeit: Inline-CT ist für den Einsatz in der Linie konzipiert. Daher muss der Durchsatz hoch und die Prüfzeit gering sein. Im Messraum steht oft mehr Zeit zur Verfügung, auch weil die Ansprüche an die Qualität des Ergebnisdatensatzes höher sind. Die Qualität des 3D-Datensatzes (Pkt. 4): Bei der Inline-CT ist aufgrund der meist gering bemessenen Zeit ein Anspruch nach einer hinreichenden Qualität gegeben, um die Aufgabenstellung zu erfüllen. Im Messraum strebt man häufig nach der bestmöglichen Qualität, die oft noch mehr Details aufzeigt, als es die primäre Aufgabenstellung verlangt. Und schließlich die Automatisierung, die bei Inline-CT-Systemen in hohem Grade notwendig ist. Das beginnt beim Handling des Prüfobjektes (Ein-/Ausförderung sowie Manipulation während des Messvorgangs) und schließt eine vollautomatische Aus- / Bewertung des erzeugten 3D-Datensatzes mit ein.
")
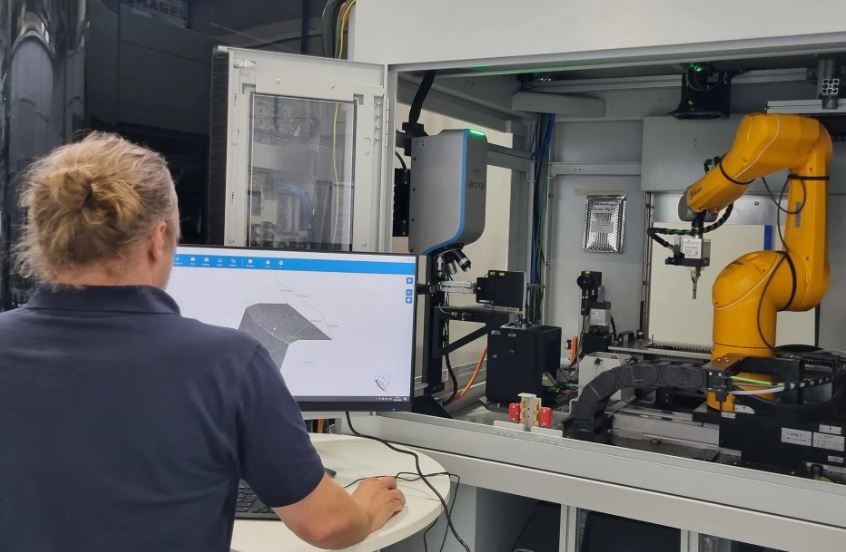
Fred Schütter, Wenzel Group (Bild: Wenzel Präzision GmbH)
Fred Schütter (Wenzel): Für uns bedeutet Inline-CT die 100%-Prüfung und -Messung von Werkstücken im Takt der Serienfertigung. Im Idealfall 24h am Tag,sieben Tage die Woche. Der Bediener richtet die Scan-Parameter für eine vordefinierte Messaufgabe ein. Danach ist keine Bedienerinteraktion mehr notwendig. Die Bauteile werden durch Roboterarme oder einem Fließband be- und entladen. Interkonnektive High-End-IT-Lösungen erlauben eine schnelle Datenverarbeitung, die der kürzesten Prozesszykluszeit entspricht. Natürlich ist die Integration in die Produktionslinie mit einem nicht unerheblichen Aufwand verbunden. Einmal eingerichtet, wird die CT ortsgebunden eingesetzt. Für eine neue Fertigungslinie oder einen anderen Produktionsschritt, ist eine neue CT nötig. Die klassische CT im Messraum ist hingegen beim Scannen und Auswerten von beliebigen Teilen und Materialzusammensetzungen höchstflexibel. Dem Bediener ist es möglich, individuelle Parametrierungen für beliebige Messaufgaben zu erstellen. Die Datenverarbeitung kann die Scanzeit übersteigen und meist liegt keine Interkonnektivität vor, sondern IT-Insellösungen.
Ralf Christoph (Werth): Die Grenzen der eingesetzten Gerätetechnik sind fließend. Bei unseren TomoScope Geräten z.B. kann man mit geeigneten Hardware-Komponenten und Software-Verfahren auch im Messraum sehr schnell messen. Für den Inline-Einsatz kommt dann noch die Einbindung in den Fertigungsprozess, gegebenenfalls eine integrierte Klimatisierung und ein Handling-System hinzu.
Wie schnell ist derzeit Inline und wo liegen (noch) die Grenzen?
Schütter: Inline-CT muss in den Takt der Produktionslinie eingebunden sein, das heißt die Bauteile müssen gescannt werden, ohne die Produktion zu unterbrechen. Wir reden hier von einer Zykluszeit von weniger als einer Minute für die vollständige Teileprüfung. In der Praxis bestimmt hierbei die Materialdichte die Zykluszeit des Scans wesentlich. Die Bewältigung der Datenmenge pro Scan ist ebenfalls eine Herausforderung. Die Geschwindigkeit, mit welcher die CT arbeitet wird durch die Aufnahmetechnik bestimmt. Dabei spielen z.B. die Empfindlichkeit des Detektors, die Röhrenleistung, Datenübertragungsgeschwindigkeit und Algorithmen für die Automatisierung eine große Rolle. Ein stationäres CT bietet hier wesentlich mehr, aber nicht automatisiert. Es sollte erwähnt werden, dass die hohen Taktraten der heutigen Produktionsprozesse und der Anspruch einer 100%-Prüfung durch die QS sich nicht kurzfristig in Einklang bringen lassen. Insbesondere sehr kurze Fertigungszykluszeiten stellen alle Messtechniklösungen vor die große Herausforderung damit ´Schritt zu halten‘ und bei Qualitätsproblemen schnell korrigierend einzugreifen.
Wenzel: Die Prüfzeit hängt im Wesentlichen von der Aufgabenstellung ab. Einfache Prüfaufgaben wie die Lagekontrolle eines innenliegenden Bauteils können mit Datensätzen bewältigt werden, die in weniger als 10sec erzeugt werden. Komplexe Messaufgaben mit hohen Anforderungen an die Messgenauigkeit befinden sich eher im Minutenbereich. Die Herausforderungen liegen in der Erzeugung eines Datensatzes, der in seiner Qualität die Anforderung hinsichtlich einer stabilen und reproduzierbaren Auswertung erfüllen kann. Artefakte, die während des Rekonstruktionsprozesses entstehen, bilden dabei die größten Hürden.
")
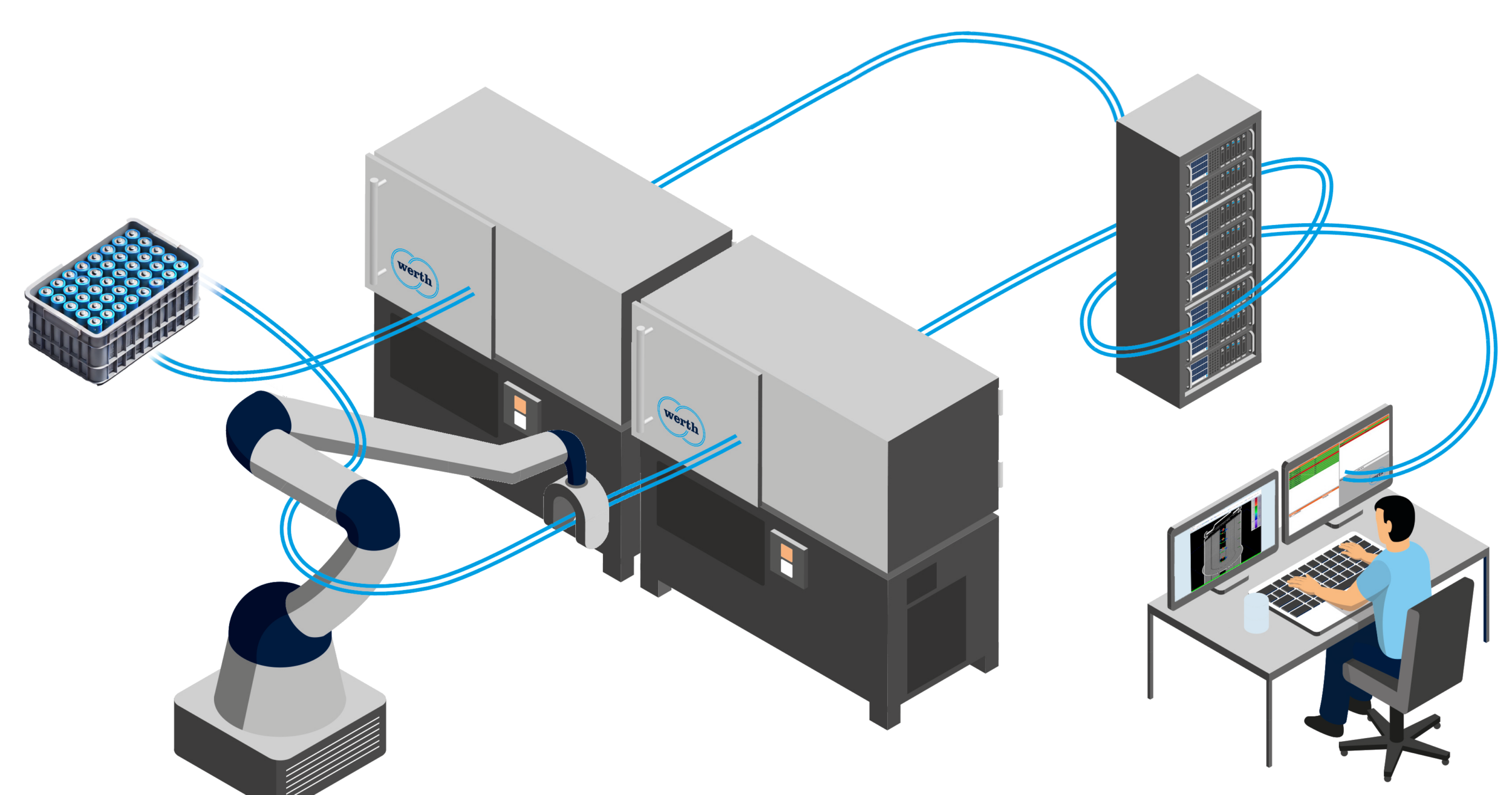
Dr. Ralf Christoph, Werth Messtechnik (Bild: Werth)
Christoph: Fertigungsintegrierte Messungen erfordern meist eine kurze Messzeit. Hierfür ist der Einsatz unserer On-The-Fly-Technik zur schnellen Bildaufnahme während der kontinuierlichen Drehung des Werkstücks von zentraler Bedeutung. Diese ermöglicht die Messung von Werkstücken der üblichen Toleranzklassen in wenigen 10s. Mehrere kleinere Werkstücke kann man gleichzeitig erfassen, die Messpunktewolken werden dann durch die Software automatisch separiert. Damit wird die Messzeit pro Werkstück auf wenige Sekunden verringert. Die hierbei erreichbaren Messunsicherheiten sind durchaus mit denen unter Normalbedingungen vergleichbar. Höchste Anforderungen mit Messabweichungen im Submikrometerbereich können jedoch bei so hoher Messgeschwindigkeit derzeit noch nicht erfüllt werden.