Im Fertigungstakt
100% Inline Prüfung beim VW Werk Wrzenia in Polen
2018, wenn die Produktion auf Hochtouren läuft, sollen im neuesten VW-Werk in Wrzenia jährlich 100.000 Crafter und der baugleiche MAN TGE vom Band rollen. Um trotz der dann zur Auswahl stehenden knapp 60 Grundvarianten die hohen Design- und Funktionsversprechen einzulösen, setzt VW in Polen auf modernste Fertigungsanlagen und verschiedene optische Messverfahren.
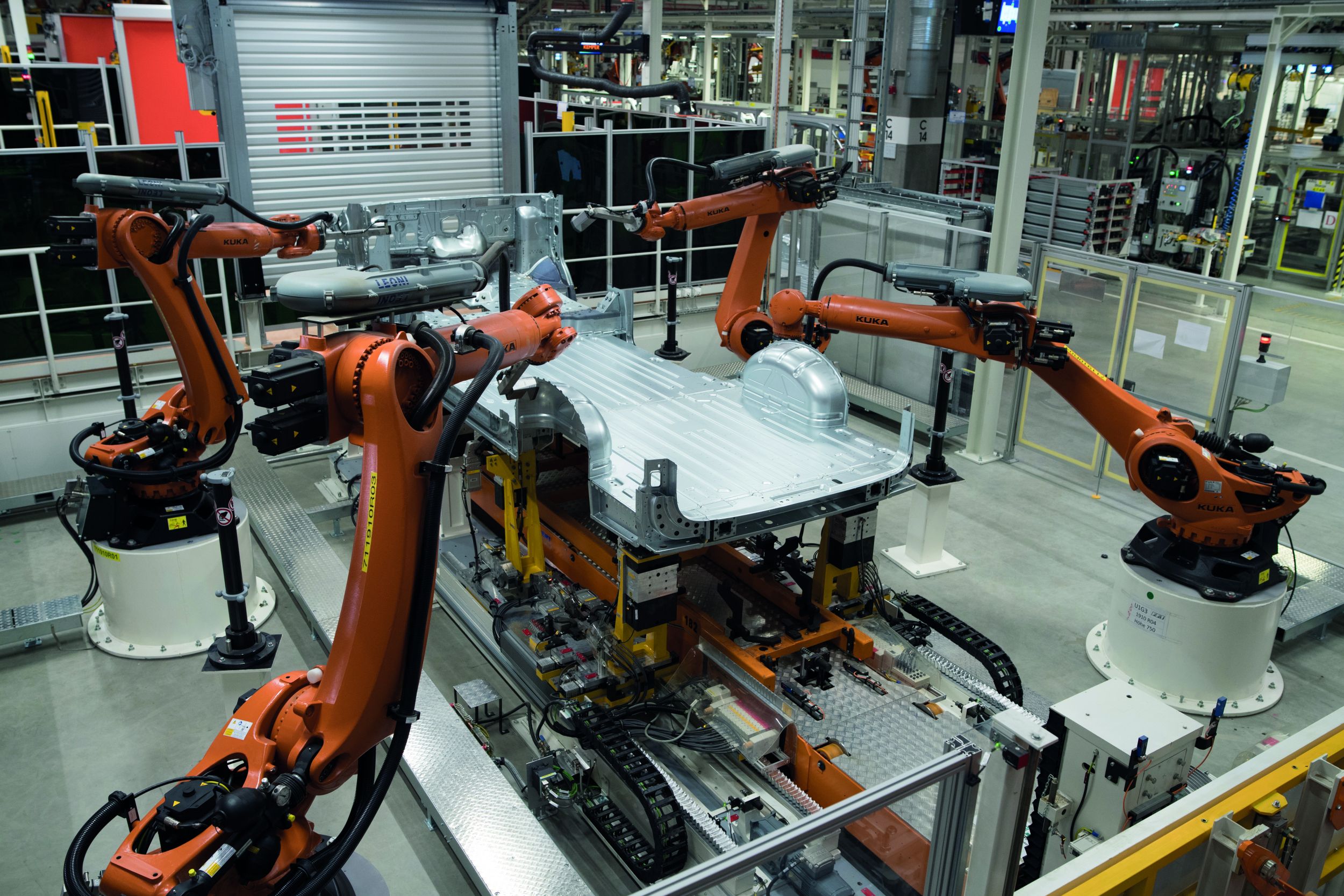
Bild 1 | Beim Unterboden, der aufgrund der Modellvielfalt am stärksten variiert, werden zwischen 82 und 122 Messpunkte hinsichtlich der festgelegten Toleranzvorgaben geprüft. (Bild: Carl Zeiss AG)
Bei keinem anderen Automobiler, ist sich der Qualitätsverantwortliche in Polen, Werner Steinert, sicher, „wird im Messraum derart stark auf optische Messverfahren gesetzt, wie hier in Wrzenia“. Wobei die Bezeichnung ´Messraum´ ein falsches Bild erweckt, denn mit ca. 1.550qm und einer Höhe von 14m ist der konstant auf 20°C temperierte Raum nämlich eine riesige Halle. Eine, die neben mehreren Rüstplätzen einen Messplatz mit vier Koordinatenmessgeräten und sechs Messplätze beherbergt, an denen mit optischen Sensoren gearbeitet wird. Ein innovatives Konzept, das Steinert selbst entwickelte. Teil seines durchdachten Konzeptes ist auch eine im Messraum stehende Offline-Station mit vier AIMax Sensoren der Carl Zeiss Industrielle Messtechnik GmbH, die analog der in der Fertigung eingesetzten Inline-Stationen aufgebaut ist. An der Station im Messraum programmieren die polnischen Ingenieure die Software für mehrere Inline-Stationen. Überspielt wird die Software, welche die Roboter steuert, per Mausklick. In der Fertigung gibt es dann nur eine kurze zeitliche Verzögerung, wenn das neue Programm anläuft. „Hätten wir die Offline-Station nicht, müssten wir permanent die Fertigung unterbrechen, um an den Inline-Stationen zu programmieren“, so Steinert. Ein Punkt, der angesichts der vielen Crafter-Varianten und den damit verbundenen zahlreichen notwendigen Messprogrammen laut Steinert die Erreichung der ehrgeizigen Fertigungsziele torpediert hätte.
Roboterbasierte 3D-Inline-Messtechnik
Damit alle 3,5min ein Crafter das Werk verlassen kann, muss auch die eingesetzte Inline-Messtechnik den zeitlichen Vorgaben aus der Fertigung entsprechen. Neben der hohen Grundgenauigkeit der AIMax Sensoren beeindruckte Steinert auch die Schnelligkeit des von Zeiss IMT angebotenen Systems. „Wir wollten die beste roboterbasierte 3D-Inline-Messtechnik am Markt“, begründet der seit 25 Jahren für VW arbeitende Manager heute seine 2015 getroffene Entscheidung für Zeiss. Nach den ersten Produktionswochen steht für Steinert fest, „das Inline-Konzept ist aufgegangen“. Alle fünf Stationen arbeiten perfekt. Geprüft wird in Polen zu 100%. Das heißt, jedes Karosserieteil – vom Unterboden bis hin zu den Seitenteilen – durchläuft eine entsprechende Inline-Messstation. Beim Unterboden, der aufgrund der Modellvielfalt am stärksten variiert, werden zwischen 82 und 122 Merkmale hinsichtlich der festgelegten Toleranzvorgaben geprüft. Damit der gesamte Prüfprozess reibungslos läuft, übergibt ein RFID-Chip am Unterboden die notwendigen Informationen zur Auswahl des entsprechenden Messprogramms an die Inline-Station. Das heißt, ohne menschlichen Eingriff ´weiß´ die Software bereits beim Auflegen des zu messenden Unterbodens, welches Unterprogramm zur Steuerung der vier Messroboter gestartet werden muss. In diesem ist genau definiert, welches Merkmal wann und wie mit den Sensoren geprüft wird. Läuft das Messprogramm an, ´erwachen´ alle vier Roboterarme gleichzeitig aus ihrer Ruheposition. Leise fiepend und wendig fahren sie in drei Minuten die bis zu acht Meter langen Karosserieteile ab. Zwischendurch führen sie die Sensoren zu einer der sechs in der Inline-Station fest montierten Säulen heran. An diesen sogenannten Artefakten befinden sich Kugeln, welche die Sensoren regelmäßig aus drei Positionen messen. Mit den so erfassten Daten kalibriert sich das Messsystem immer wieder neu. Ein notwendiges Vorgehen, um die hohe Präzision des Messvorgangs zu gewährleisten. Denn die Wärme, welche die Motoren der Roboterarme abgeben, würde ohne softwaremäßige Berücksichtigung die Genauigkeit des gesamten Systems negativ beeinflussen.

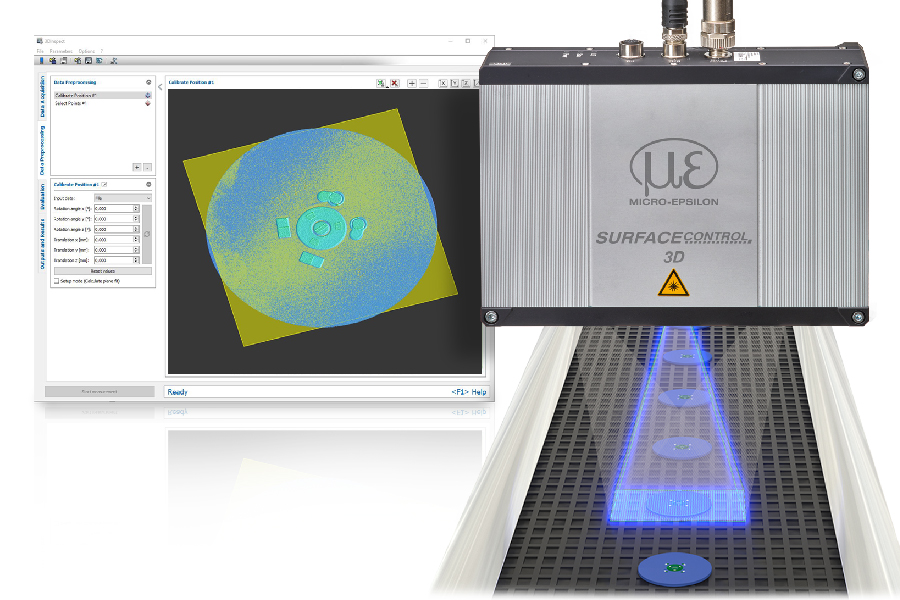
Bild 2 | Mit dem AIMax lassen sich komplexe Geometriemerkmale wie spezielle Bohrungen
und Löcher, sowie Schraubengewinde und Spalt- und Bündigkeiten messen. (Bild: Carl Zeiss AG)
Optische Prüfung im Fertigungstakt
Damit auch schwer zu erreichende Merkmale an den Karosserieteilen perfekt geprüft werden können, werden Sechs-Achs-Roboter eingesetzt, die über einen großen Bewegungsradius verfügen. Und dank der kompakten Bauweise des AIMax-Sensors (155x134x125mm) können die geometrischen Merkmale auch in engen bzw. schwer zugänglichen Karosseriebereichen geprüft werden. „Das macht den AIMax für eine Inlineprüfung so interessant“, findet Steinert. Auch die Kombination von drei Messprinzipien – der Mehrlinientriangulation, der Grauwertbildverarbeitung sowie eine Schattenauswertung – in einem Sensor sind für den Karosseriebau ein großer Pluspunkt. Denn so lassen sich mit dem Zeiss System auch komplexe Geometriemerkmale wie spezielle Bohrungen, Löcher, Schraubengewinde, Schweißmuttern oder Spalt- und Bündigkeiten messen. „Schweißbolzen, und davon haben wir viele, können inline nur mit dem AIMax gemessen werden“, betont Steinert, der das Zeiss System bereits aus einem VW-Werk in Russland kannte. Die digitale Kameratechnik mit hoher Auflösung sowie einer flexiblen Beleuchtungssteuerung zur optimalen Szenenausleuchtung ermöglicht eine ideale Kontrastierung von Auswertfeatures. So werden zum Beispiel auch Muttern, die hinter einem Blech liegen, bestens sichtbar. Dank der adaptiven Beleuchtung können auch unterschiedlichste Werkstoffe gemessen werden, was für Steinert ebenfalls „ein großer Pluspunkt ist“. Dabei geht alles blitzschnell. Die typische Messzeit inklusive Roboterbewegung beträgt beim AIMax 1,8 bis 3,0sec pro Messposition. „Dank dieser Schnelligkeit können wir viele Merkmale unserer Karosserieteile in der vorgegebenen Taktzeit prüfen. Das hilft uns enorm, unsere Prozesse zu optimieren.“