

Jens Hansmeier Werkleiter Produktion bei Handtmann zeigt auf den riesigen Schmelzofen, der fast bis zur Decke der Produktionshalle ragt: „Hier schmelzen wir die Aluminiumrohlinge ein und der Prozess kann beginnen.“ Der Prozess, von dem der Werksleiter spricht: Leichtmetallguss für Komponenten sowohl im Automobilbau als auch in der Lebensmittelsparte. Mit sichtbarem Stolz deutet er daraufhin in Richtung gewaltiger Metallformen, die in der Halle nebenan lagern: „Und dafür brauchen wir das geschmolzene Metall. Das sind die Werkzeuge, die daraus Großgussteile herstellen. Eines davon kann schon mal einen siebenstelligen Wert haben.“
Die Gießerei von Handtmann in Biberach ist ein echter Pionier: als erste Zulieferergießerei in Europa mit eigener Megacasting-Maschine ermöglicht sie den Guss sehr großer, hochintegrierter Aluminiumbauteile in einem einzigen Schuss. Doch Megacasting stellt auch völlig neue Anforderungen an die Qualitätssicherung. Auch hier musste Handtmann Pionierarbeit leisten und setzt dabei auf Lösungen des langjährigen Partners Zeiss. Im neu eingerichteten Messraum arbeiten die 2D-Röntgenmaschine für große Bauteile Omnia GC, die optische 3D-Messmaschine ScanBox und Koordinatenmessgeräte, darunter Prismo, zusammen, um die Qualität der Gussteile auch standortübergreifend zu sichern.

Zulieferer für komplexe Strukturbauteile
Leichtmetallguss ist einer der tragenden Pfeiler des Unternehmens. Ursprünglich geprägt durch klassische Aluminium-Druckgussteile wie Ölwannen oder Getriebegehäuse, hat sich Handtmann im Laufe der Jahrzehnte zu einem der führenden Zulieferer für komplexe Strukturbauteile entwickelt. Der Wandel ist eng mit dem technologischen Fortschritt in der Automobilindustrie verknüpft. Der Standort Biberach spielt in diesem Entwicklungsweg eine besondere Rolle: Er ist das Herz der Handtmann-Gießereigruppe und mit Abstand der größte und technologisch umfassendste Standort. Von hier aus wurden neue Werke in Annaberg-Buchholz, in den beiden slowakischen Standorten Košice und Kechnec sowie in Tianjin, China, mit aufgebaut. Viele der dortigen Anlagen – Fertigungslinien, Automatisierungszellen, Qualitätsprüfstationen – sind in Biberach konzipiert und getestet worden, bevor sie international ausgerollt wurden. Hansmeier erklärt: „Unsere Expertise sitzt hier. Biberach ist das Technologiezentrum.“

Megacasting als konsequenter Schritt
Diese Kompetenz ist auch der Grund, warum Handtmann 2023 den Schritt ins Megacasting gerade hier gegangen ist. Über Jahre war der Standort bekannt für große und hochkomplexe Gussbauteile. Der logische nächste Schritt war das Überschreiten der Schwelle zum strukturellen Großguss. Während andere Unternehmen noch diskutierten, hat Handtmann gehandelt: In Vorleistung wurde die erste Megacasting-Maschine eines europäischen Zulieferers installiert, samt Infrastruktur, Schulung, Logistik, Qualitätsprozessen und der notwendigen Erweiterung der Messtechnik. Heute zahlt sich die Entscheidung aus: Die Megacasting-Anlage zieht OEMs aus ganz Europa an, die neugierig besichtigen, was hier entstanden ist. Denn im globalen Rennen um kompakte, leichte und effizient herstellbare Fahrzeugstrukturen hat Handtmann frühzeitig bewiesen, dass das Unternehmen bereit ist, die nächste Evolutionsstufe im Aluminiumguss proaktiv zu gestalten.
Herausforderung Megacasting
Statt viele kleine Bauteile zu gießen, zu bearbeiten und anschließend in mehreren Stationen zusammenzufügen, entsteht beim Megacasting ein komplexes Strukturbauteil in einem einzigen Schuss. Daraus entstehen zahlreiche Vorteile. Erstens reduziert Megacasting die Fertigungszeit dramatisch. Wo früher viele Teile parallel produziert, zwischengelagert, bereitgestellt und verschweißt werden mussten, entsteht heute ein vollständiges Segment – etwa ein Vorderwagen oder Hinterwagen – in rund hundert Sekunden. Zweitens ermöglicht die Technologie deutliche Gewichtseinsparungen durch den Wegfall von Fügepunkten, Verstärkungen und überlappenden Materialzonen. Weniger Masse bedeutet für elektrische Fahrzeuge mehr Reichweite und damit einen handfesten Wettbewerbsvorteil. Drittens verbessert Megacasting die Kostenstruktur. Ein einziges Bauteil ersetzt mehrere hundert Werkzeuge, Vorrichtungen und Bearbeitungsschritte.
Zugleich bringt Megacasting aber auch neue Herausforderungen für den Produktions- und Qualitätsprozess. Große, hochintegrierte Bauteile reagieren wesentlich empfindlicher auf jede Prozessschwankung, wie sowohl Jens Hansmeier als auch Sandro Langer, Abteilungsleiter Qualitätsprüfung, mehrfach betonen. Schon im Gießprozess selbst wirken Temperaturverteilung, Füllverhalten und Erstarrung stärker auf das Endergebnis ein. Wo ein kleineres Bauteil gewisse Schwankungen kompensiert, entsteht beim Großguss sofort das Risiko von Verzug, Unebenheiten oder Maßabweichungen. „Gerade bei leichten, filigranen Strukturen spürt man jeden thermischen Einfluss sofort“, erklärt Langer. Die Bauteile sind großflächig, aber dünnwandig und verhalten sich entsprechend sensibel gegenüber Hitze, Abkühlzyklen oder lokalem Materialzug. Hinzu kommt, dass die klassischen Gussfehler wie Porosität, Lunker, Lufteinschlüsse und Risse im Megacasting größere Auswirkungen haben. Ein lokaler Fehler kann ein komplettes Strukturelement kompromittieren. Deshalb braucht es hochleistungsfähige Messtechnik, die das gesamte Volumen des Bauteils beurteilen kann, nicht nur punktuelle Schnitte oder Einzelmessungen. Ein weiterer, oft unterschätzter Faktor ist das Handling. Ein Bauteil, das mehrere Meter misst, lässt sich nicht einfach greifen, drehen oder messen wie ein kleiner Gussblock. Falsches Aufnehmen, unsachgemäßes Abstellen oder leichte Verformungen beim Transport können bereits messbaren Verzug verursachen.
QS mit Röntgensystem, optischem Scanner und KMM
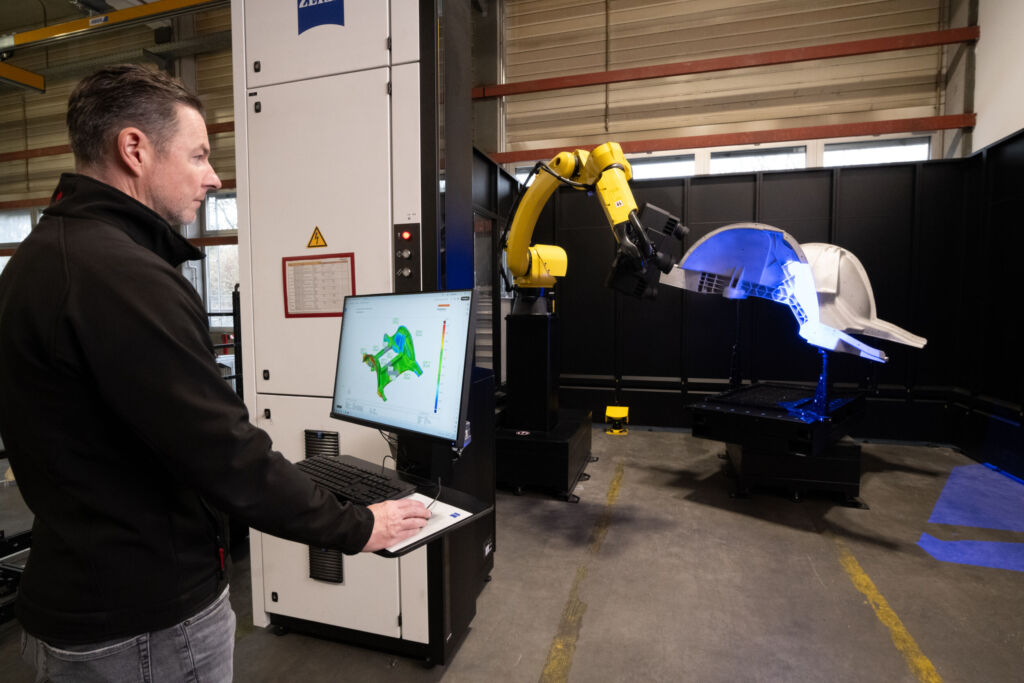
Dadurch muss Handtmann auch bei den Mess- und Prüfprozessen Pionierarbeit leisten, denn etablierte Prozesse, Methoden und Geräte stoßen an physische und technische Grenzen, sobald Bauteile mehrere Meter groß sind und komplexe, filigrane Strukturen aufweisen. Langer kommentiert: „Für Megacasting brauchen wir größere Geräte, neue Verfahren und eine Qualitätslogik, die auf schnelle, verständliche Rückmeldung ausgelegt ist. Zusätzlich waren uns eine Vernetzung der unterschiedlichen Geräte und eine Standardisierung der Mess- und Prüfprozesse über alle Standorte hinweg wichtig.“ Schon lange nutzt Handtmann Messtechnik von Zeiss für die Qualitätssicherung. Auch im Messraum der Gießerei, der auch Megacasting-fähig sein muss, setzt das Unternehmen ganz auf qualitative Messtechnik: Das 2D-Röntgensystem Omnia GC von Zeiss liefert eine vollständige Röntgenprüfung großer Strukturgussbauteile. Die Anlage deckt Porosität, Lunker und innere Fehler zuverlässig im gesamten Bauteilvolumen auf und entscheidet damit früh, ob ein Teil weiterbearbeitet werden darf. Die automatisierte 3D-Messmaschine Zeiss ScanBox erfasst die komplette Bauteiloberfläche optisch und visualisiert flächenhafte Abweichungen zwischen den 3D-Ist-Koordinaten und den CAD-Daten, sodass Verzug und Maßfehler sofort erkennbar sind. Durch die Automatisierung mit Robotertechnik entstehen reproduzierbare Ergebnisse in kurzer Zeit, ideal für prozessnahe Rückmeldeschleifen. Die KMM ermöglichen schließlich hochpräzise taktile Messungen auch bei stehenden, großformatigen Megacasting-Teilen. Damit lassen sich kritische Funktionsmaße und Bearbeitungstoleranzen zuverlässig nachweisen, die für OEM-Freigaben und die mechanische Weiterverarbeitung entscheidend sind.
Warum Handtmann auf Zeiss setzt
Für Werksleiter Jens Hansmeier spielten bei der Entscheidung für Zeiss vor allem die Zuverlässigkeit und Präzision der Systeme eine zentrale Rolle. Im Megacasting, wo jeder Schuss mehrere tausend Euro kostet und Fehler unmittelbar in die Serienqualität durchschlagen, brauche es „Messtechnik, die jederzeit stabil funktioniert und deren Ergebnisse nicht diskutiert werden müssen“. Zeiss habe in früheren Projekten gezeigt, dass die Anlagen genau diese Robustheit mitbringen.
Für Sandro Langer war es zudem ein wichtiges Anliegen, bei Handtmann die weltweite Messtechnik zu standardisieren – gleiche Software, gleiche Geräte, gleiche Logik über alle Werke hinweg. „Zeiss war der einzige Anbieter, der diese Einheitlichkeit in ausreichender Tiefe unterstützen konnte. Mit der Messsoftware Zeiss Calypso und reibungslosem Datenaustausch zwischen den verschiedenen Gerätetypen können wir weltweit optimal und einheitlich arbeiten“, erklärt Langer. Dabei spielte auch eine Rolle, dass ein gründlicher Wettbewerbsvergleich ergeben hatte, dass Zeiss in Bedienung, Softwareintegration und Auswertungsqualität die beste Basis für ein globales Standardumfeld bietet.
Nicht zuletzt war aber auch ausschlaggebend, dass die meisten Automobilhersteller selbst mit Zeiss arbeiten: Messabstimmungen werden einfacher, Ergebnisse vergleichbarer und Freigaben schneller. Sandro Langer kommentiert: „Wenn der Kunde mit Zeiss misst und wir mit Zeiss messen, gibt es einfach keinen Raum für Missverständnisse oder Diskussionen.“ Gleichzeitig suchte Handtmann einen Partner, der langfristige Investitionssicherheit bietet und die technologische Entwicklung mitträgt. Für Hansmeier war klar, dass die Qualitätssicherung auf einen Anbieter bauen muss, „der auch in fünf oder zehn Jahren noch Standards setzt“. Das umfangreiche Portfolio von Zeiss und der schnelle Support rundeten das Bild ab. Sandro Langer fasst es so zusammen: „Beim Megacasting spielen wir in der Champions League, auch was die Anforderungen angeht – und dafür brauchen wir Zeiss als Partner.“













![Die [me] – mechatronik & engineering wird digital](https://cdn.tedo.be/tedo-mu/wp_uploads/sites/10/2026/03/Unbenannt.jpeg)


