

Die Elektrifizierung ist ein zentraler ökonomischer und ökologischer Erfolgsfaktor – gerade im Mobilitätssektor. Oft heißt es, Deutschland habe sich bei der Elektromobilität international abhängen lassen. Doch bei Grob, Anbieter für Produktions- und Automatisierungssystemen, lächelt man nur über solche Aussagen. Martin Negele ist Bereichsleiter Qualitätssicherung bei dem Mindelheimer Traditionsunternehmen und sagt: „Bei Grob haben wir schon vor einigen Jahren erkannt, dass dem E-Antrieb die Zukunft gehört. Damals war das noch ein kontroverses Statement, aber wir haben den Sprung gewagt.“ Das hat sich ausgezahlt: „Heute haben wir u.a. 67 Prozent Marktanteil in der Statortechnik. Wenn Sie sich einen E-Antriebsstrang anschauen, steht sehr wahrscheinlich unsere Fertigungstechnik dahinter“, erklärt Negele. Diese Führungsrolle verdient sich Grob auch mit kompromissloser Qualität. Um diese sicherzustellen, setzt das Unternehmen auf eine enge Partnerschaft mit Zeiss. Mit dessen Sparte Industrial Quality Solutions (IQS) bietet Zeiss als einziger Anbieter ein komplettes Portfolio an State-of-the-Art Qualitätslösungen: „Wir kombinieren mikroskopische, taktile und optische Messtechnik und erreichen damit optimale Ergebnisse“, so Negele. Dies lässt sich auch bei der Fertigung eines anspruchsvollen Teils wie einem Stator vollständig abbilden.
Stator: Herausforderung bei Fertigung & QS
In einem E-Motor dreht sich ein drehbarer Elektromagnet (Rotor) im Magnetfeld eines unbeweglichen Dauermagneten (Stator). Alles andere als simpel ist dagegen die Herstellung dieser Komponenten, gerade des Stators – auch wenn dieser ’nur‘ aus einem Blechstahl-Gehäuse, dem Blechpaket, und Induktionsspulen aus beschichtetem Kupfer besteht. Auch bei so einem simpel aufgebauten Bauteil bestehen heute jedoch hohe Leistungsanforderungen. Daher setzen Automobilhersteller bei ihren Statoren zunehmend auf Hairpin-Technologie, also Steckspulen, statt auf Wickeldraht-Spulen. Hairpin-Spulen haben zahlreiche Vorteile, darunter eine höhere Leistung des Motors bei zugleich weniger Gewicht. Sie lassen sich auch leichter und effizienter in Serie herstellen, ein wichtiger Aspekt angesichts der steigenden Nachfrage nach E-Autos.
„So vorteilhaft Hairpins als fertiges Produkt sind, so anspruchsvoll ist ihre Herstellung, gerade was das Biegen und Schweißen angeht“, erklärt Georg Knoll. Der Schweißfachingenieur beaufsichtigt heute die Schweißprozesse bei Grob und leitet das Werkstatt-Prüflabor. „Deshalb müssen wir von Wareneingang bis zum fertig montierten Bauteil ständig prüfen: Wie ist das Biegeverhalten des Drahts, passt die Geometrie, sitzt die Isolationsschicht aus Papier zwischen Hairpins und Blechpaket, passen die Schweißstellen?“ Denn unentdeckte Mängel können zu Leistungsverlust oder Funktionsunfähigkeit, schlimmstenfalls sogar zu fatalen Beschädigungen des ganzen Antriebs führen.

Qualitätslösungen für den kompletten Fertigungsprozess
„Unser Anspruch ist, dass wir unseren Kunden einen Top-Fertigungsprozess liefern, und an oberster Stelle steht für uns dabei kompromisslose Qualität“, sagt Martin Negele. „Daher achten wir beim Produktionsprozess auch auf Qualitätssicherungslösungen, die jeden einzelnen Schritt sinnvoll absichern. Dadurch liefern wir unseren Kunden die Gewissheit über eine konsistent hohe Güte immer mit.“
Ein entscheidender Fokus liegt dabei auf dem Kupferdraht, aus dem die Hairpins gebogen werden. Bei Wareneingang erfolgt zunächst ein Zugversuch, dann wird mithilfe einer metallografisch geschliffenen Probe ein Querschnitt des Drahts unter dem Mikroskop analysiert. Die visuelle Prüfung gibt Aufschluss über Homogenität und Auffälligkeiten an der Oberfläche, vor allem über den Zustand der Isolationsbeschichtungen sowie Aspekte wie die Dicke und Größe der Lackschicht, Maßhaltigkeit und Abweichungen gegenüber dem CAD-Modell. „Es ist essenziell für den Fertigungsprozess, dass wir sehen, wie sich der aufgerollte Draht verhält, wenn wir ihn abrollen, um ihn weiterzuverarbeiten, aber auch in Hinsicht auf das Rückbiegeverhalten“, so Negele. „Nur mit diesen Erkenntnissen können wir gleichbleibend gute Ergebnisse garantieren.“
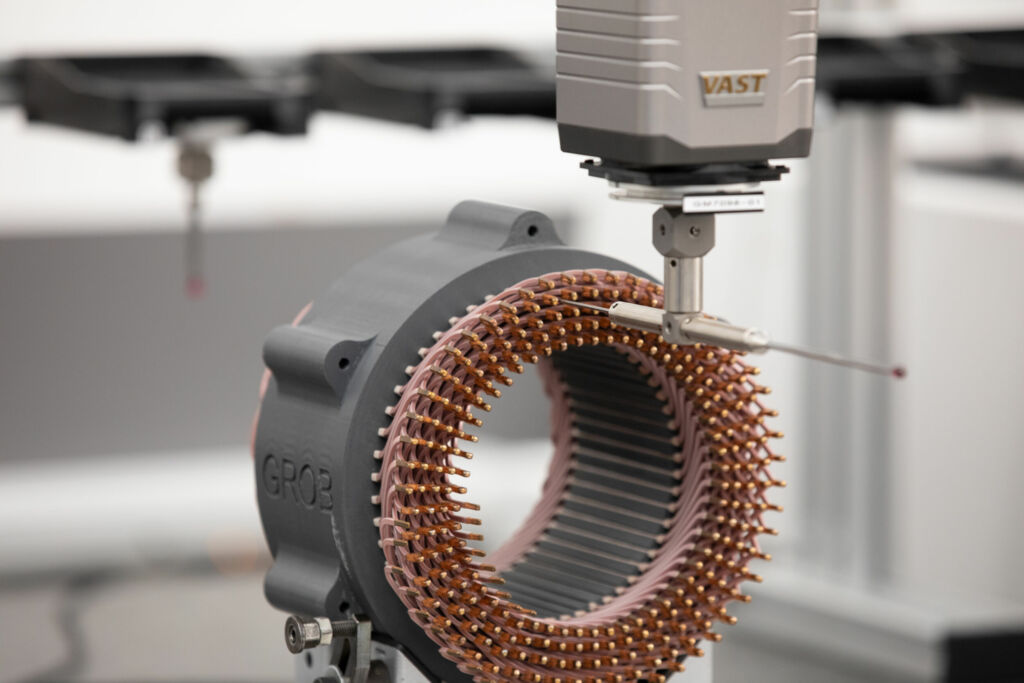
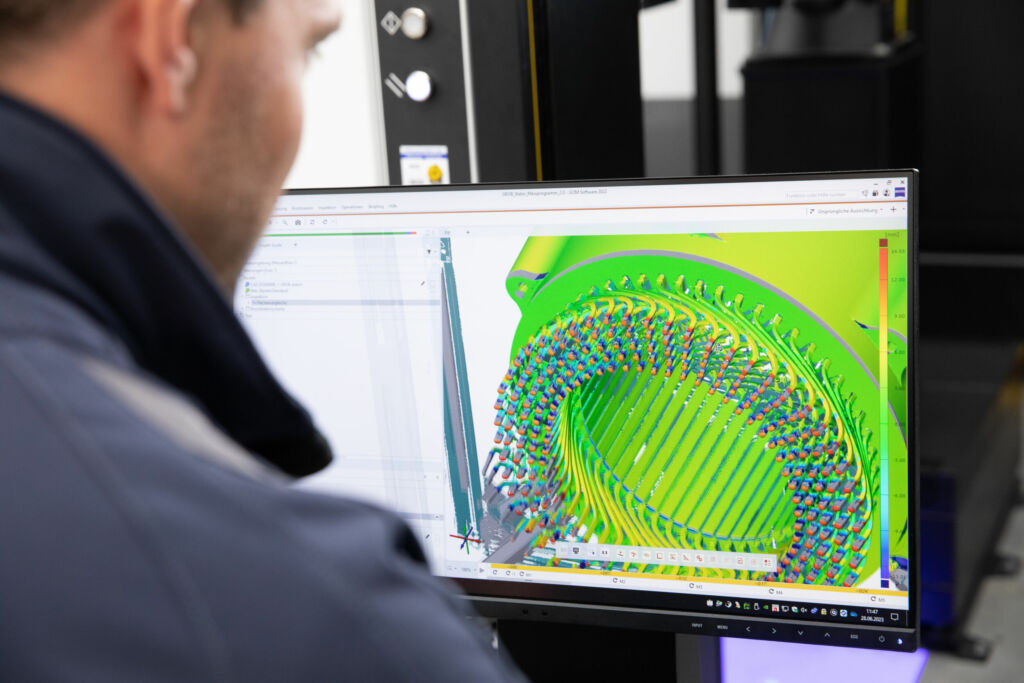
Im nächsten Schritt wird der Draht zu Hairpins gebogen und das Ergebnis in einem Multi-Sensor-Koordinatenmessgerät taktil und optisch geprüft, um Maßhaltigkeit und Homogenität auch im Montage-bereiten Zustand zu gewährleisten. Sind die Hairpins im Blechpaket gefügt, folgen weitere Prüfschritte: Die geschweißten Enden der Hairpins werden mit einem Computertomographen geprüft. „Poren ab einer gewissen Größe oder Zahl müssen wir erkennen können, um unsere Prozesse entsprechend anzupassen“, sagt Georg Knoll. Der montierte und geschweißte Stator wird anschließend nochmal taktil und optisch geprüft, um passende Abmessungen sicherzustellen und andere Fehler auszuschließen.












![Die [me] – mechatronik & engineering wird digital](https://cdn.tedo.be/tedo-mu/wp_uploads/sites/10/2026/03/Unbenannt.jpeg)



