

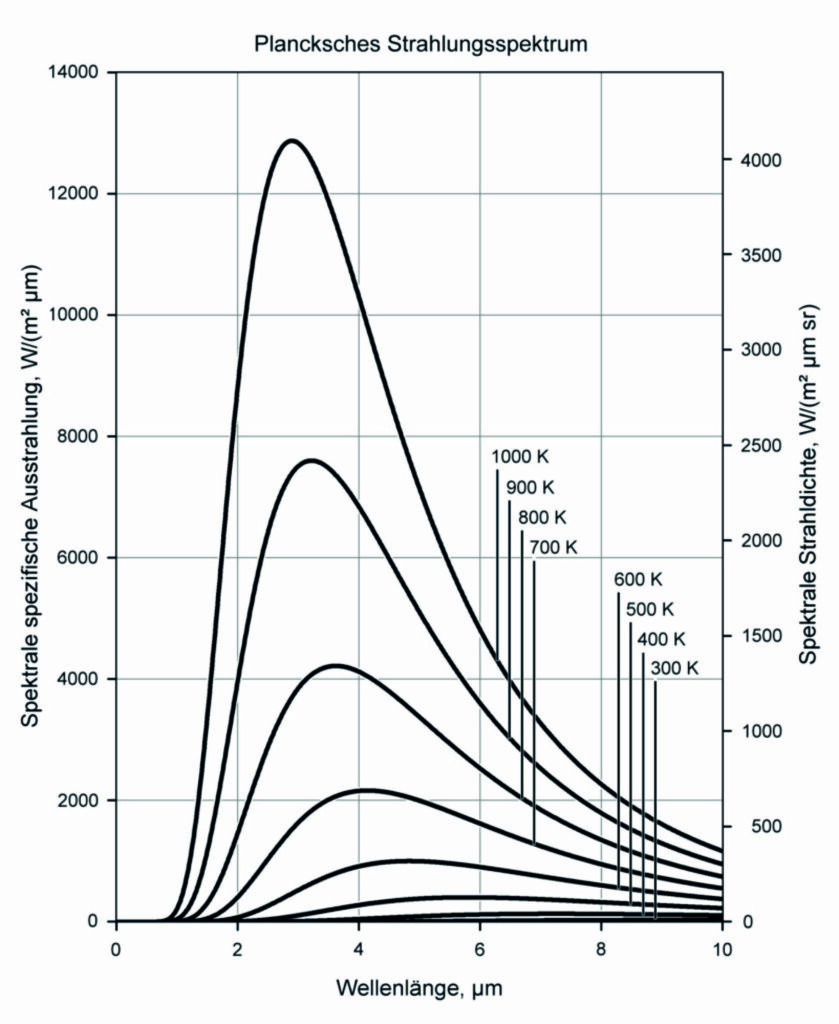
Jeder Körper oberhalb des absoluten Nullpunkts sendet Wärmestrahlung aus, deren Intensität und Spektrum von der Temperatur und dem Emissionsgrad abhängen. Das Plancksche Strahlungsgesetz beschreibt das abgestrahlte Spektrum in Abhängigkeit von Temperatur und Wellenlänge:
M(,T) = (2hc² / ) * 1 / (exp(hc / (kT)) – 1)
Das Wiensche Verschiebungsgesetz beschreibt, bei welcher Wellenlänge das Maximum der Strahlungsintensität liegt:
_max * T = 2,898 * 10-³ m*K
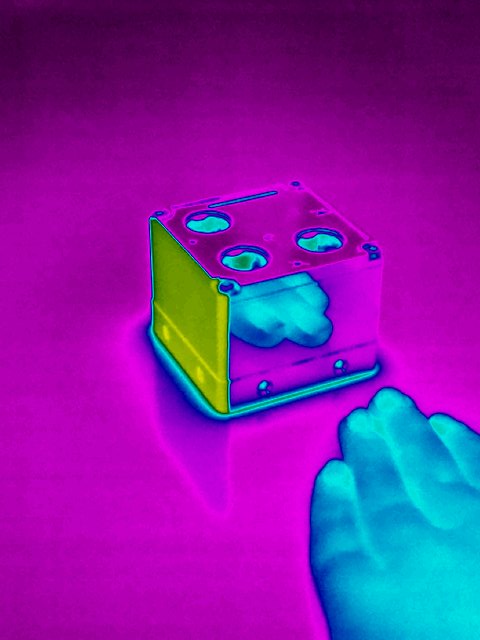
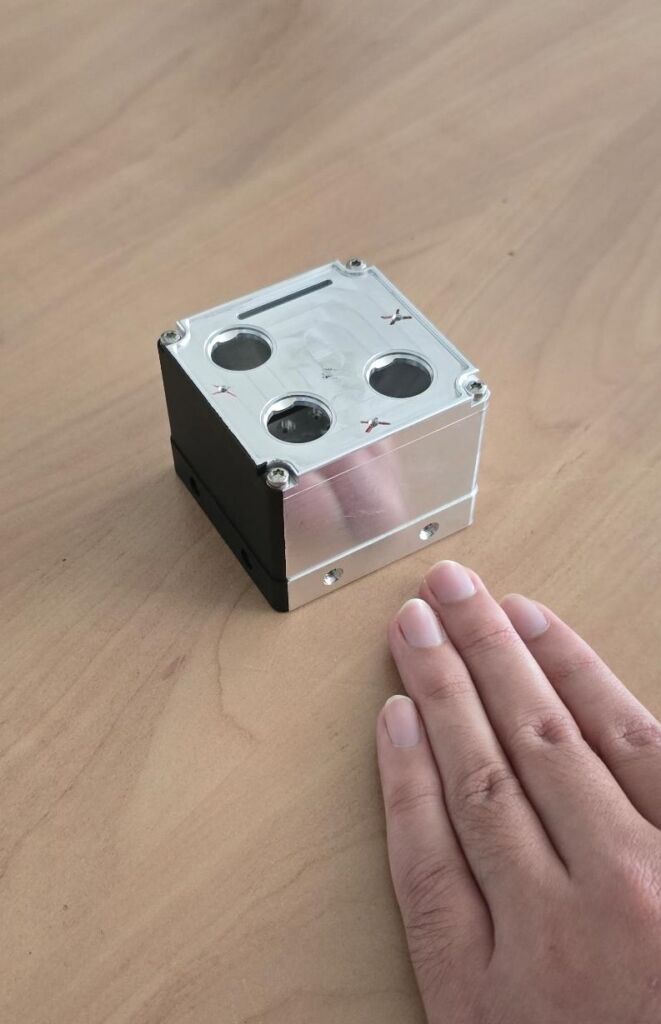
Viele Oberflächen sind jedoch keine idealen schwarzen Strahler. Der Emissionsgrad beschreibt das Verhältnis der abgegebenen Strahlung einer realen Oberfläche zur Strahlung eines idealen schwarzen Körpers bei gleicher Temperatur. Ein niedriger Emissionsgrad impliziert, dass das Objekt einen Großteil der Umgebungsstrahlung reflektiert statt eigener Strahlung zu emittieren.
SWIR-Kameras für Messungen ab 300°C
Während Wärmebildkameras mit Mikrobolometern typischerweise im LWIR- (8-14µm) bzw. MWIR-Bereich (5-8µm) arbeiten, bietet dieser Bereich für blanke, reflektierende Oberflächen oft keine verlässlichen Ergebnisse. SWIR-Kameras (SWIR: 0,9-2,5µm) sind hier deutlich vorteilhafter, denn in diesem Spektralbereich weist der Emissionsgrad höhere Werte auf. Es überwiegt die Eigenstrahlung des Materials gegenüber der Umgebungsreflexion. SWIR-Kameras ermöglichen so Messungen ab etwa 300°C. SWIR-Kameras arbeiten meist mit InGaAs-Detektoren. Die Sensoren bieten einen hohen Dynamikumfang und geringe Dunkelströme, sodass auch schwache Strahlung präzise detektiert werden kann. Für den Anwender bedeutet dies eine stabile und reproduzierbare Messung selbst bei schwierigen Oberflächen. Durch die kurze Wellenlänge lassen sich kleinere Pixelgrößen und damit höhere Auflösungen realisieren, was wichtig ist, wenn Temperaturverteilungen in fein strukturierten Objekten analysiert werden.
Die Wahl geeigneter Optiken ist dabei entscheidend. Telezentrische vicotar-Objektive ermöglichen eine gleichmäßige Abbildung über das gesamte Sichtfeld und minimieren Messfehler bei variierenden Arbeitsabständen. Zusätzliche IR-Langpass- oder Bandpassfilter unterdrücken störende Fremdstrahlung und erhöhen die Messsicherheit. Der hohe Transmissionsgrad und die numerische Apertur des Objektivs bestimmen, wie viel Strahlung den Sensor erreicht – ein entscheidender Faktor für Signal-Rausch-Verhältnis und Messgeschwindigkeit.

Temperaturmessung in Lötprozessen
Ein praxisnahes Beispiel liefert die Temperaturmessung an Lötmaterialien mit einer Prozesstemperatur von ca. 230-330°C. Für empfindliche elektrische Bauteile darf ein definierter Temperaturbereich nicht überschritten werden. Mit dem Bildverarbeitungssystem vicosys und einer SWIR-Kamera (z.B. der TRT033S von Lucid Vision) lässt sich dieser Prozess exakt überwachen. In Kombination mit geeigneten Vicotar-Optiken und Vicolux-Beleuchtungen konnten Genauigkeiten im Bereich von ±1,5K erzielt werden. Für den Anwender bedeutet das: geringere Ausschussraten, stabilere Prozesse und eine verlässliche Qualitätssicherung.
Kalibrierung und Genauigkeit
Eine zentrale Herausforderung ist allerdings die absolute Kalibrierung. In der Praxis erfolgt sie über Referenzmessungen an Stützpunkten bekannter Temperatur. Alternativ können farbmarkierte Kalibrierstifte mit definierten Schmelzpunkten oder Spezialfarben mit hohem Emissionsgrad verwendet werden. Die Auswahl des Kalibrierverfahrens hängt von Material, Geometrie und Temperaturbereich ab. Durch Softwarekorrekturen lassen sich Emissionsgrad-Abweichungen kompensieren und Messwerte automatisiert linearisieren.












![Die [me] – mechatronik & engineering wird digital](https://cdn.tedo.be/tedo-mu/wp_uploads/sites/10/2026/03/Unbenannt.jpeg)



