Kein Luftfräsen
Laserscannen direkt in der Werkzeugmaschine
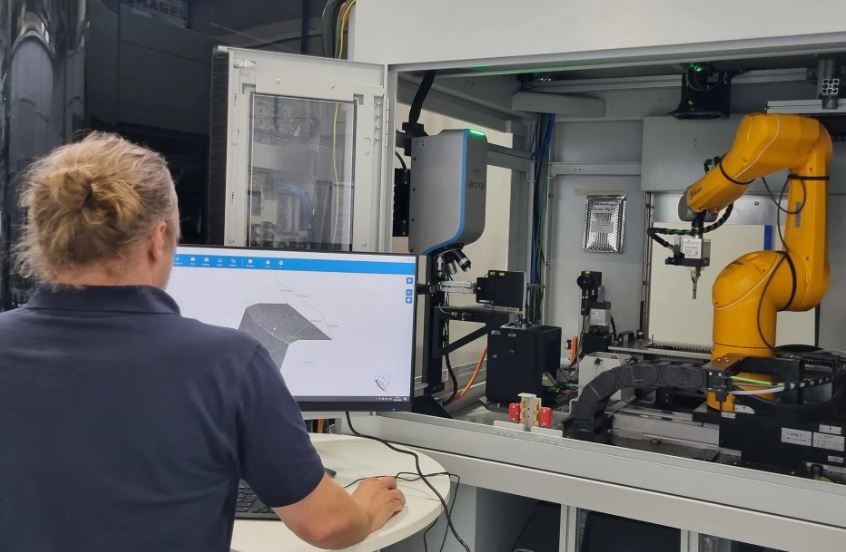
Mit einem Laserscanner lassen sich jetzt Freiformflächen und Geometrien bereits in der Aufspannung der Maschine berührungslos kontrollieren. Optimiertes Best-Fit oder Reverse Engineering sind somit bei kürzesten Messzeiten möglich.
")
Mit den Messtastern und der Software 3D Form Inspect von Hexagon werden schon seit Jahren gefräste Flächen an Werkstücken bereits in der Maschine kontrolliert und protokolliert. Allerdings werden die Flächen bisher nur mittelbar erfasst, da der Messtaster nur eine Reihe von Punkten antastet. So ist der Soll-Ist-Vergleich mit den Werten aus der CAD-Zeichnung bei Freiformflächen nicht immer zu 100% perfekt. Insbesondere bei Reparaturarbeiten im Formenbau oder dem Nachbearbeiten aufgeschweißter Flächen waren die Unternehmen bisher auf das Geschick und Fachwissen ihrer Mitarbeiter angewiesen. Diese Art von Flächen konnten in ihrer Lage vorab nur ungefähr abgeschätzt werden, was aufwendiges Rüsten und lange Bearbeitungszeiten bedeutete. Oftmals wurden hohe Annäherungsbahnen der Fräswerkzeuge in Kauf genommen, um alle möglichen Lagen und Dicken solcher Reparaturstellen sicher zu erfassen und zu fräsen. Andererseits bedeutete dies aber auch oft teures Luftfräsen, also Fräszeit ohne Zerspanung.
Spezieller blauer Laser
Bei Teilen oder Flächen, zu denen bislang kein digitaler Datensatz bestand, mussten viele einzelne Punkte taktil erfasst und dann im CAD/CAM-System neu kreiert werden. Oftmals wurde hierzu das Werkstück ausgespannt, im Messraum digitalisiert und entsprechend wieder programmiert. Nacharbeiten in engen Toleranzen waren nur schwierig realisierbar, kosteten viel Zeit und waren oft ein Kompromiss. Der Laserscanner LS-C-5.8 bringt jetzt die Lasertechnik in die Werkzeugmaschine. Er entspricht in weiten Teilen des bereits in Messräumen bewährten HP-L-5.8 Laserscanners von Hexagon und verfügt über einen blauen Laser, der innerhalb einer Sekunde 36.000 Punkte scannen kann. Der blaue Laser hat eine kürzere Wellenlänge als übliche rote Laser, was zu einer höheren Genauigkeit beiträgt. Die Laserlinie ist 47mm breit und kann Punkte innerhalb eines 80mm tiefen Sichtfeldes, also +/-40mm von der Nulllinie, erfassen. Dadurch können unnötige Verfahrbewegungen aufgrund der Werkstückgeometrie vermieden werden. So können nun auch extrem dünne Strukturen an fragilen Materialien, wie z.B. schmale Stege an Graphitelektroden gefahrlos und ohne Bruchgefahr gemessen werden.