Metrology has long been a siloed discipline. The traditional workflow is familiar: a design engineer defines a technical drawing, a manufacturing engineer translates that drawing into the necessary manufacturing steps, and a metrologist translates that drawing into a measurement plan comprising the measurement of discrete control points and key features. During the final conformity check, whether a Coordinate Measuring Machine (CMM) or a handheld probe is used, the information gleaned is narrow because the process must be irrefutable and requires skill and patience. But it limits value for several reasons:
- The geometrical verification trap: Most traditional measurements are based strictly on the drawing for fit & function. While this ensures the part connects to the next assembly, it ignores the reality of the manufacturing process. Take a turbine blade, for example – metrology performs exact measurements along the line defined in the measurement plan, but there could be a contour or distortion. In practice, when a dimension is needed for a robotic gripper, a welding jig, or to analyse the parting line of a casting, that data is non-existent because it wasn’t ´on the drawing´.
- The expert dependency gap: Setting up a traditional measurement run requires significant expertise from the outset. The metrologist must anticipate every measurement point that might be needed weeks or months down the line. If a performance issue arises during field testing, referring to design files doesn’t tell you what went wrong in the manufacturing process. You cannot easily go back and re-measure a physical part that has already been destroyed or shipped. What hasn’t been measured is effectively lost to time.
- Qualitative vs. quantitative Data: Today, many defects, like cracks, burrs, or excessive flash, are still inspected by the human eye. This results in qualitative data (Pass/Fail) rather than quantitative, digitised values. When troubleshooting, this lack of numerical data makes it impossible to map occurrences back to specific process parameters – something that could be intractable for many operations in the past, but it fast becoming feasible by using machine learning and AI to find interdependencies for predictive forecasting.
But for a company to see the lifecycle benefits of model-based approaches, we must explore what it means for quality personnel to transition to what’s commonly called „virtual metrology.“
Measuring the intangible
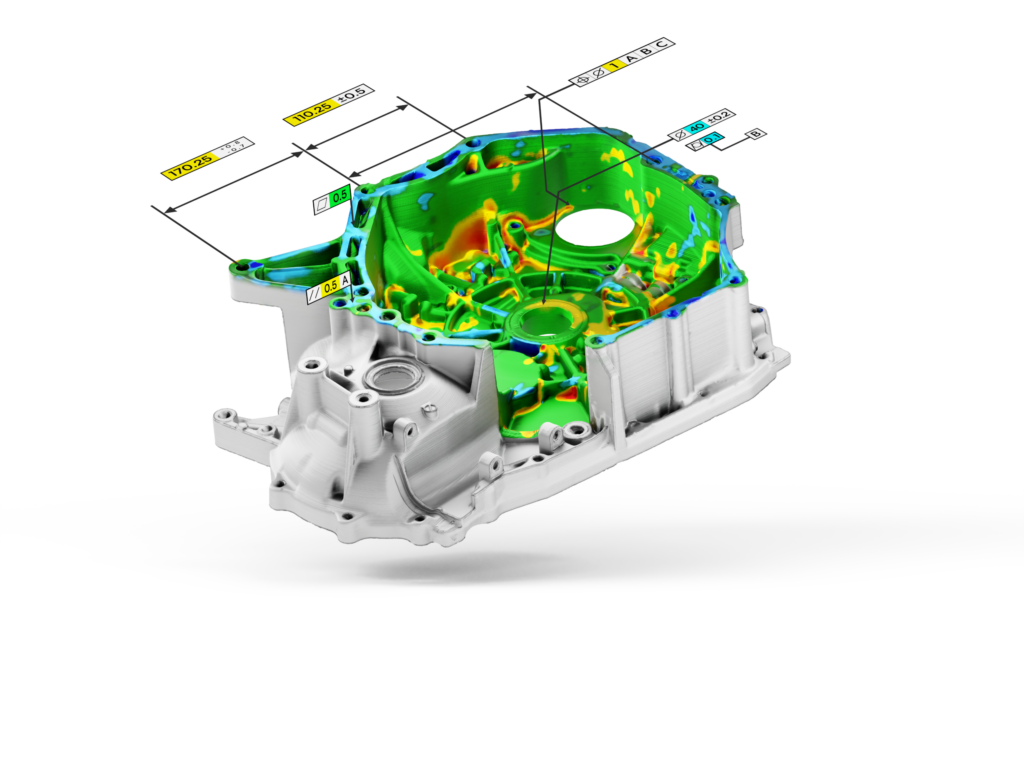
Virtual Metrology is the practice of performing dimensional verification on a high-fidelity digital representation of a physical part, rather than the part itself. By capturing the entire surface and internal structure of a component (via high-speed 3D scanning or CT), we decouple the data acquisition from the data analysis, giving metrology data strategic value:
- Infinite Re-playability: Once a part is virtualized, your measurement strategy is no longer set in stone. You can change registration methods, test different point-fitting algorithms, or add new measurement points as often as needed.
- Global Collaboration: A virtual part can be sent across borders in seconds. Experts at headquarters can verify a part manufactured in a satellite plant, checking it against local strategies before it even leaves the shipping dock.
- Interdisciplinary Access: Manufacturing engineers can access the virtual part to check clamping surfaces, while R&D can analyse the same data for fatigue simulation. This 3D model becomes an accurate snapshot of its state in a digital twin, complementing other relevant model-based data.

AI and root cause analysis
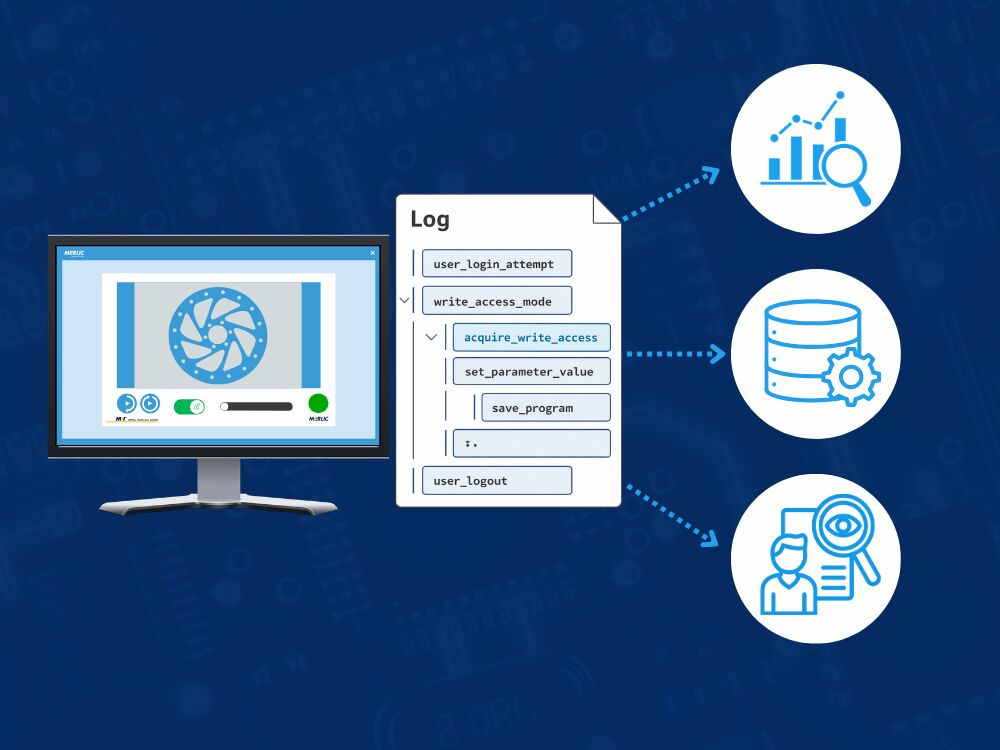
In manufacturing, we often wish for a crystal ball to see into the future. While we can’t predict the future, Virtual Metrology allows us to „replay the past“ with perfect clarity. Traceability is a major benefit. When a quality claim in the field occurs, a component fails due to fatigue, the first question is: Was this a one-off or a systemic process issue? With a traditional point-based report, you only know that the drawing specs were OK. With 3D metrology data you can complete the digital thread for a part, so you can revisit the full geometry of that specific serial number. You can analyse the surface texture or a specific radius that wasn’t originally measured and compare it to parts that didn’t fail. This allows manufacturers to prove root causes, build contingency plans, and avoid unnecessary, expensive recalls.
Production and maintenance issues can also be predicted by applying latent metrology data. By enriching the digital twin of each component with its production data and rich 3D metrology, AI models can be trained to identify pre-indicators. You are no longer just watching a single dimension drift toward a limit; you are watching how the entire volume of the part reacts to tool wear or temperature fluctuations. This is the difference between reactive quality control and proactive process correction, and it can reduce scrap by batches and in optimise scheduled maintenance such as tooling replacement.
Virtual Metrology: Start right
Transitioning to Virtual Metrology is a strategic project that requires avoiding common industry traps.