Der neue Sensor ist ein neuartiger Thermografiesensor, der eine außergewöhnlich hohe räumliche Auflösung mit den Vorteilen des Enovasense Punktsensors kombiniert. Dadurch kann der neue Sensor nicht nur die Dicke von Coatings in einer einzigen Belichtung über eine gesamte Oberfläche messen, sondern auch eine Vielzahl von Defekten und Parametern unter jeder opaken Oberfläche erkennen.

Analyse ultra-kleiner oder hochkomplexer Teilen
Der Sensor analysiert eine Fläche (FoV) von 13x10mm und extrahiert daraus 110.592 Messpunkte mit einer Größe von nur 28µm. Die enorm hohe Auflösung ermöglicht die Analyse von Teilen, die sehr klein sind oder extrem komplexe, miniaturisierte Muster aufweisen. Typische Anwendungen finden sich in der Unterhaltungselektronik oder Halbleitertechnik. In ähnlicher Weise erlaubt der Sensor die Detektion von ultra-kleinen Defekten unter der Oberfläche, wie etwa Risse, Poren oder lokale Delaminationen. Ein weiterer Vorteil des Sensors ist seine Kompaktheit: Mit einer Größe von nur 90x95x128mm hat er ein Gewicht von gerade einmal 400g. Das ist das Ergebnis intensiver optischer, elektronischer und opto-mechanischer Entwicklungsarbeit, um hochmoderne Subsysteme auf kleinstmöglichem Raum zu integrieren. Dementsprechend kann der Sensor in eine Vielzahl industrieller Anwendungen integriert, in alle Arten von Automatisierungslösungen eingebettet und zur gleichzeitigen Analyse mehrerer benachbarter Oberflächen dupliziert werden.
Gesamte Oberfläche gemessen und kartiert
Der Enovasense Feldsensor HR hat eine typische Messzeit von einer Sekunde. Das ist vergleichbar mit dem Punktsensor, aber anstatt einen Punkt zu messen, sammelt er Daten von 110.592 Messpunkten der analysierten Oberfläche. Für Anwendungen, die viele Messpositionen auf einer Oberfläche erfordern, ist dies von Vorteil, weil eine gesamte Fläche gleichzeitg erfasst werden kann, ohne dass der Sensor für den Scanprozess bewegt werden muss. Das ermöglicht eine deutliche Zeitersparnis gegenüber dem Enovasense Punktsensor, um Beschichtungsdicken zu charakterisieren.
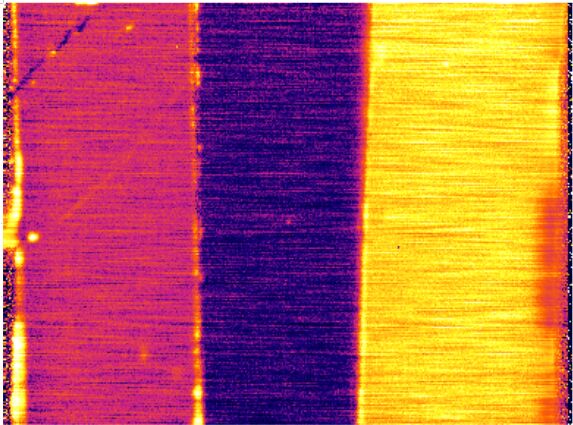
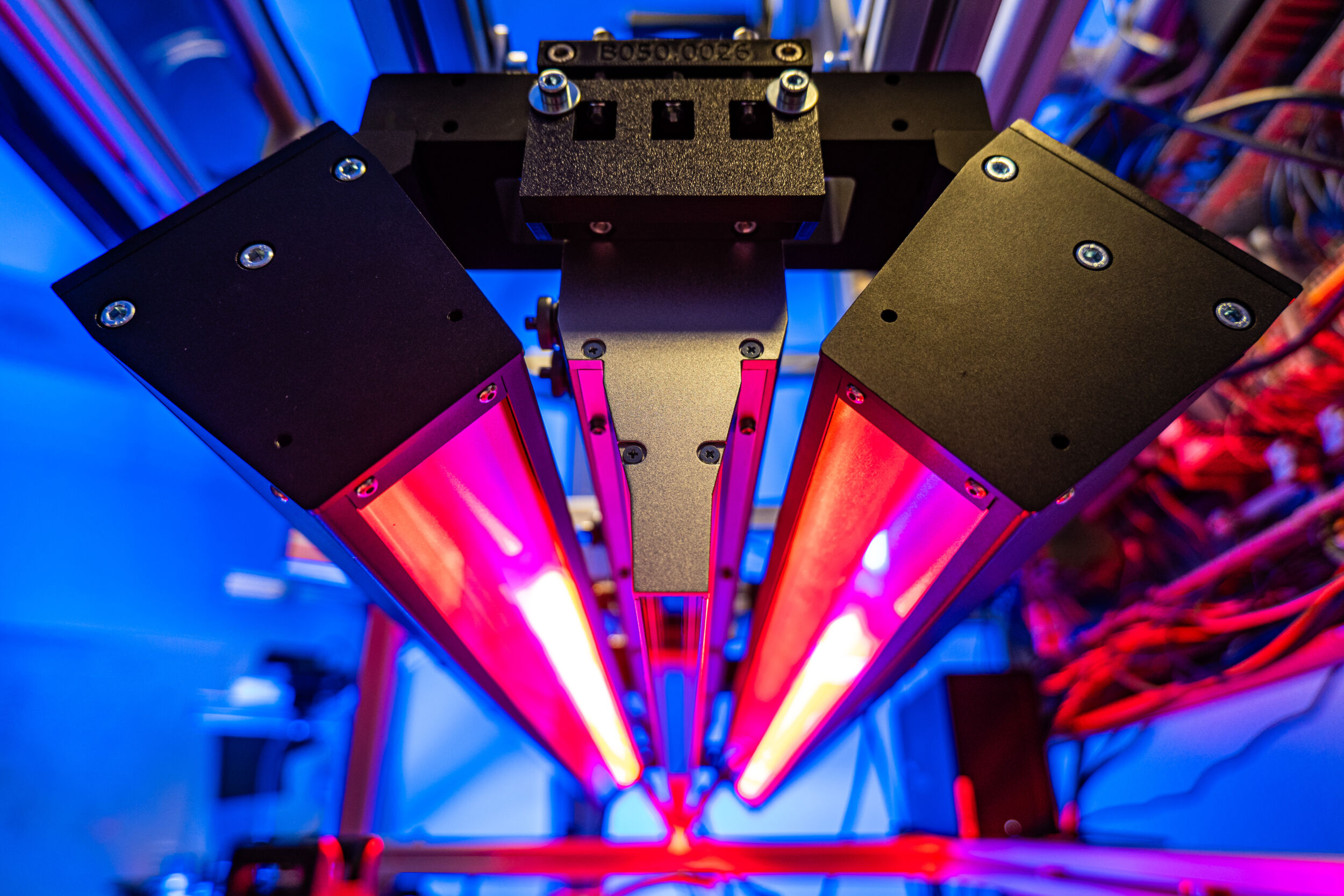
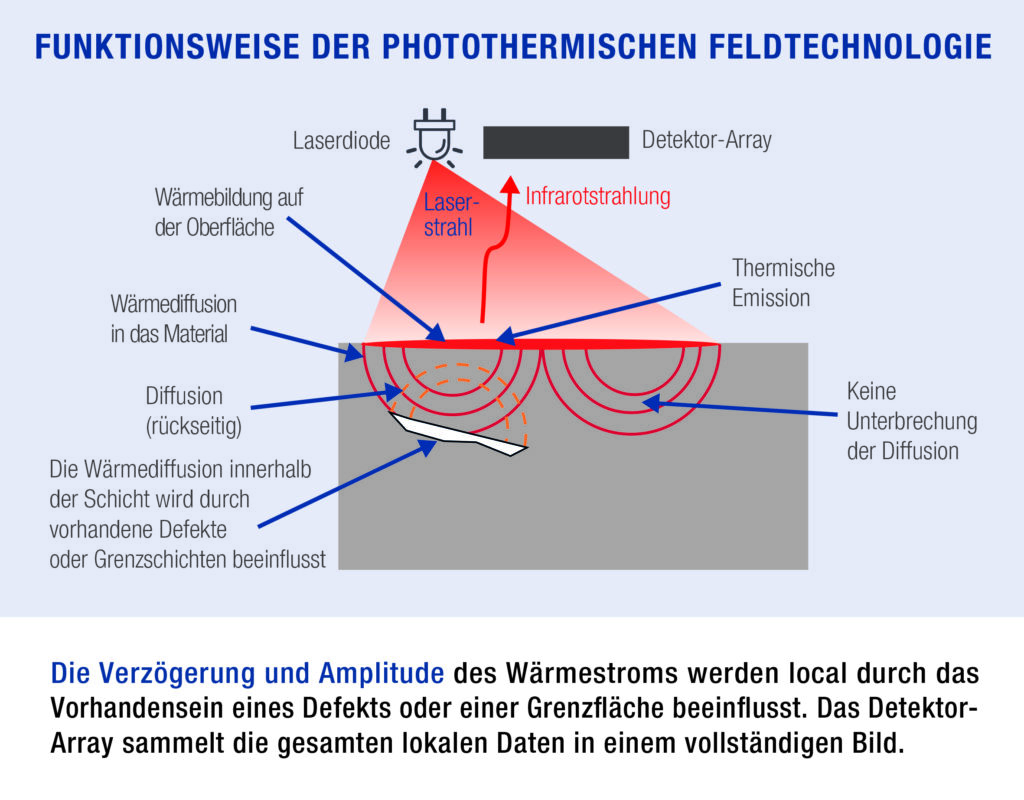
Das physikalische Prinzip hinter der Technologie ist eine 2D-Erweiterung der Enovasense Punktsensor-Technologie. Ein 150W Laserstrahl wird als perfekt homogenes Rechteck auf die Oberfläche gelenkt. Das zu messende Material wird dann auf vollkommen nicht-destruktive Weise (<5°C) erhitzt und Wärme diffundiert im Material. Teile dieser Wärmewelle, die auf einen Defekt an der Unterseite treffen, werden an die Oberfläche umgeleitet, während die anderen Anteile tiefer in das Material eindringen. Bei der Beobachtung dieses Szenarios mit einer Infrarot-Matrixkamera zeigen die Bereiche, in denen ein Defekt unter der Oberfläche verborgen ist, ein Wärmesignal, das früher und intensiver an die Oberfläche zurückkehrt als in den anderen Bereichen. Durch die Analyse jedes einzelnen Pixels der Wärmebildkamera können so nicht nur Zonen ausfindig gemacht werden, in denen ein bestimmtes Element unter der Oberfläche vorhanden ist, sondern es auch quantitativ durch die Zeitverzögerungs- und Intensitätsmessungen charakterisieren.
Erweiterte Software-Suite
Zusammen mit dem Messkopf und dem Controller, der an jeden PC oder SPS angeschlossen werden kann, steht eine erweiterte Software-Suite zur Verfügung, einschließlich Anwendungen für die Visualisierung von Feldbildern und verschiedener Messparametern, Anwendungen zur Erkennung von Defekten basierend auf einem Lernset, und Anwendungen, die gute und schlechte Teile anhand einer Reihe benutzerdefinierter Kriterien klassifizieren.