1) AI-Enabled Smart Machine Vision Solutions: A notable trend in machine vision is the integration of AI and deep learning, enabling systems to capture, analyze, and learn from visual data. By leveraging vast amounts of visual data, AI algorithms improve detection accuracy, adapt to new scenarios, and minimize false positives. LMI Technologies offers FactorySmart AI Solutions and other upcoming AI-based products like the GoPxL Anomaly Detector for highly accurate and scalable automated quality control.
2) Increased Integration with Robotics: The integration of smart machine vision with robotics is essential for seamless automation. This synergy allows for real-time object recognition, precise positioning, and complex assembly tasks. LMI’s smart sensors work with robotic arms to optimize performance in vision guidance and pick&place applications. This capability streamlines operations and opens new possibilities for flexible manufacturing, empowering robots to adapt to changing production lines.
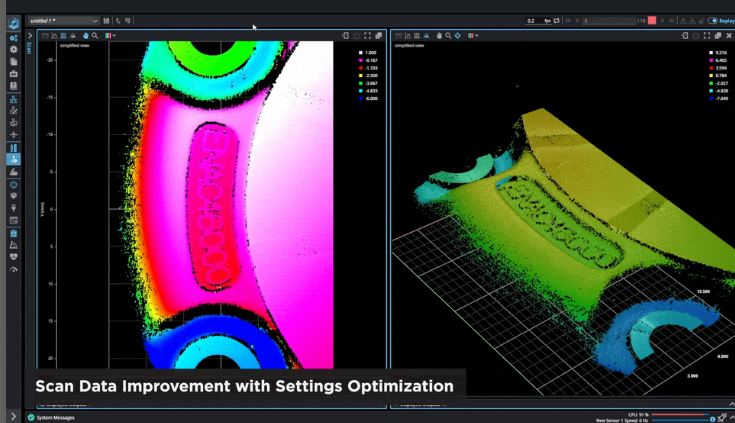
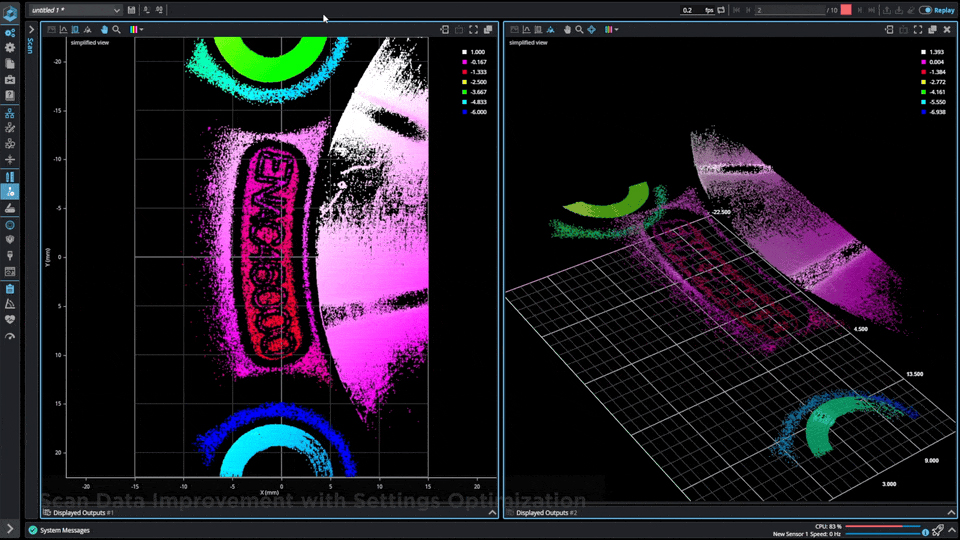
3) Data-Driven Insights and Industry 4.0: With the advent of Industry 4.0, the focus is on creating interconnected systems that leverage data for smarter decision-making. Smart machine vision software plays a critical role in providing real-time insights into production processes and quality control. LMI Technologies emphasizes embedded software applications for 2D and 3D data processing, data visualization, measurement, inspection, and analytics, allowing manufacturers to engage with data for predictive maintenance and quality assurance. This enhances operational overall efficiency and reduces downtime.
4) Enhanced User Interfaces and Accessibility: User experience is vital as manufacturing technology advances. The complexity of integrating smart machine vision systems can pose barriers to adoption, which is why LMI Technologies provides web-based vision software that simplifies setup and operation. By focusing on accessibility, the company empowers users from engineers to shop floor operators, ensuring that the benefits of smart machine vision are widely available.
5) Sustainability and Eco-Friendly Products: The demand for eco-friendly manufacturing practices is rising. Smart machine vision systems enhance quality control and reduce waste, ensuring products meet strict standards before reaching consumers.