Seit Jahren steigen in der Fertigungsprüfung Stückzahlen, Prüfhäufigkeit sowie Anzahl und Komplexität geometrischer Eigenschaften. Der Schwerpunkt verlagert sich vom manuellen Messen und Prüfen zur automatisierten messtechnischen Komplettlösung. Koordinatenmessgeräte (KMG) mit CT bieten dabei entscheidende Vorteile. Insbesondere im Vergleich zu herkömmlichen taktilen Geräten, sind sie einfacher bedienbar, meist schneller und im Ergebnis wirtschaftlicher. Wenn Werkstücke vollständig zu prüfen sind, komplexe, oder sogar innenliegende Geometrien erfasst werden müssen gibt es kaum eine bessere Alternative zur CT-Technik. Seit 75 Jahren steht Werth für innovative Lösungen – 2005 wurde das TomoScope als erstes speziell für KMG entwickeltes CT-Gerät der Öffentlichkeit vorgestellt. 2017 wurde das TomoScope XS als erster Vertreter einer kompakten Gerätebaureihe eingeführt. Diese ist heute in verschiedenen Konfigurationen und Messbereichen mit Spannungen bis 230kV und bis zu 140W Röntgenleistung verfügbar. Die Auslegung der Geräte zielt dabei auf ein ausgewogenes Verhältnis von Messgeschwindigkeit, Auflösung, Verfügbarkeit und Genauigkeit.
Röntgenquellen & Modularität
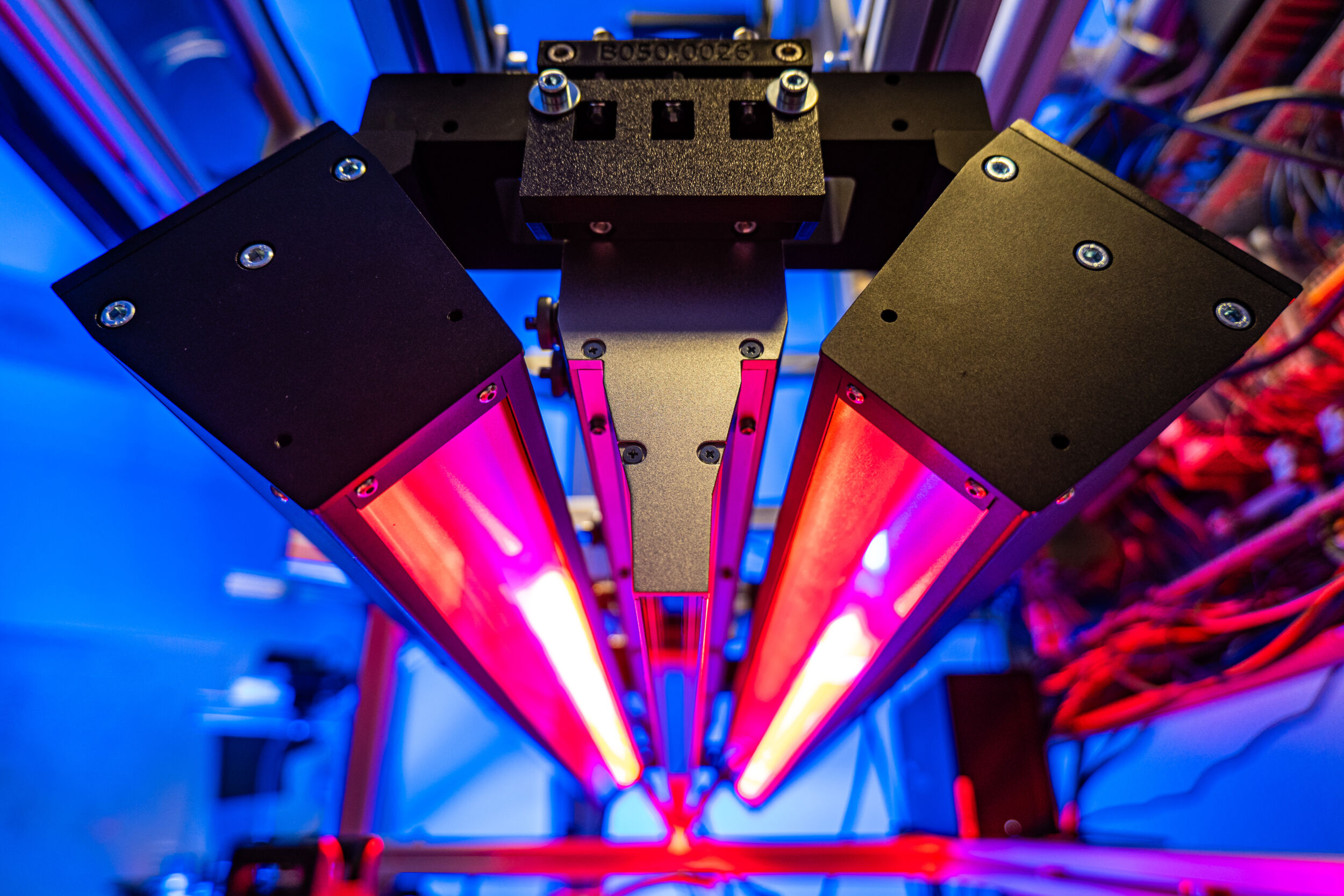
Messgeschwindigkeit und Verfügbarkeit werden wesentlich durch die eingesetzte Röntgenquelle bestimmt. Mit den HighRes-Longlife-Röntgenquellen von Werth werden anwendungsabhängig deutlich höhere Messgeschwindigkeiten als mit konventionellen CT-Geräten erreicht. Die Bauweise sichert eine konstante Quellenleistung auch in Fertigungsumgebungen. Speziell entwickelt Komponenten sorgen für lange Wartungsintervalle von meist einem Jahr und die Reduzierung ungeplanter Stillstände. Die Gerätearchitektur ist zudem modular und standardisiert aufgebaut. Die TomoScope XS-Baureihe deckt mit Spannungen von 130 bis 230kV bereits einen großen Anwendungsbereich ab. Größere Geräteklassen, wie TomoScope L, TomoScope XL oder Varianten für Inline-Anwendungen, erweitern das Einsatzspektrum der CT-Technik. Die Konfiguration erfolgt jeweils anwendungsspezifisch auf der Grundlage eines modularen Gerätesystems, so können z.B. Quelle-Detektor-Abstand, Messbereiche, Auflösung und Messgeschwindigkeit angepasst werden. Kompakte Bauformen reduzieren den Flächenbedarf.

Taktzeiten beachten
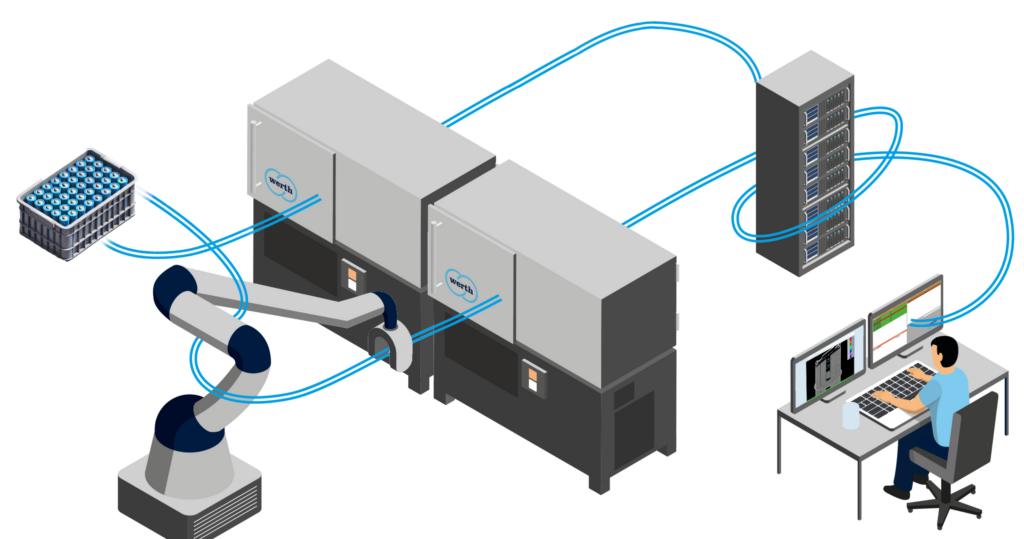
Für automatisierte Prüfprozesse ist die Taktzeit des Gesamtprozesses zu betrachten. Dazu gehören Zuführung, Puffern, Werkstück-Identifikation, Einbringen, Messung, Ausbringen, Auswertung, Protokollierung, Sortieren und Ausschleusen. Das integrierte Werkstück-Wechselsystem ermöglicht mannlose Messungen mehrerer gleicher oder unterschiedlicher Werkstücke. Für fertigungsnahe und Inline-Messungen wird ein kontinuierlicher Werkstückfluss mit Roboterbeladung realisiert. Kennzeichnungen (QR-Codes …) sichern die Ergebniszuordnung und Rückverfolgbarkeit. Die Anlage kann Gut- und Schlecht-Teile unterscheiden, Ausschleusungen anstoßen und Ergebnisse automatisch dokumentieren. Kurze Taktzeiten sind allerdings nur erreichbar, wenn die CT-Prüfung als Gesamtsystem ausgelegt wird. Neben Mechanik und Strahlenschutz sind Sensorik, Messablauf, Datenfluss und Auswertung zu berücksichtigen. Detektorauslese, Datenübertragung, Datenspeicher, Rechenleistung für Rekonstruktion und Auswertung sowie die Netzwerkinfrastruktur müssen auf die geforderte Taktzeit abgestimmt sein. Nur eine durchgängige Systemauslegung sichert kurze Taktzeiten bei hoher Verfügbarkeit. Messzeiten von einigen Sekunden pro Werkstück sind so selbst bei komplexen Aufgabenstellungen erreichbar

Schnelle und stabile Rekonstruktion
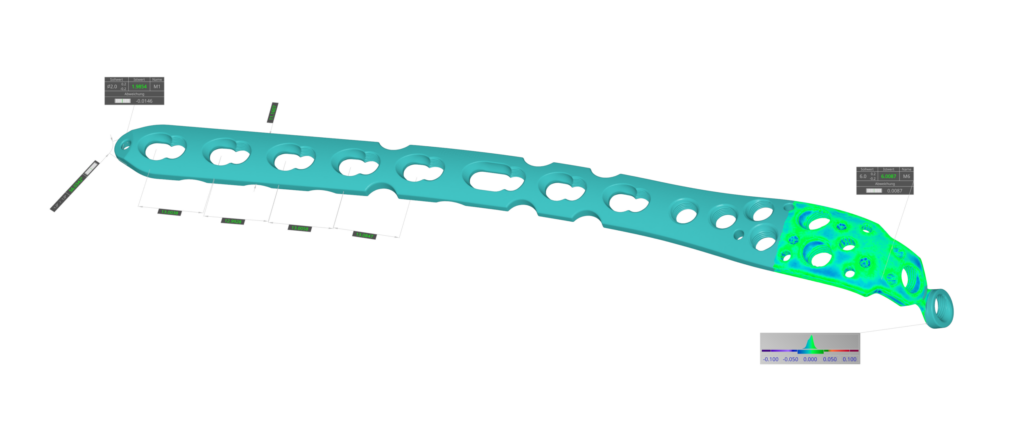
Für die Serienauswertung ist eine schnelle und stabile Rekonstruktion wesentlich, da systematische Artefakte die Messunsicherheit erhöhen und Fehlentscheidungen verursachen können. Die CT-Messung erzeugt zunächst ein rekonstruiertes Werkstückvolumen. Daraus wird eine Messpunktewolke berechnet, auf deren Basis geometrische Eigenschaften und 3D-Soll-Ist-Vergleiche bestimmt werden. Die Werth ClearCT reduziert Artefakte und unterstützt reproduzierbare Messwerte bei kurzen Messzeiten. WinWerth bildet die Prozesskette aus Steuerung, Bildaufnahme, Rekonstruktion, Auswertung und Protokollierung ab. WinWerth Scout ermöglicht die Übersicht über Messergebnisse von Werkstücken und Werkstückgruppen sowie über laufende Messprozesse. Statusanzeigen unterstützen die prozessfähige Überwachung. Über standardisierte Schnittstellen werden Ergebnisse an übergeordnete Systeme übergeben. Messdaten und Ergebnisse können für definierte Zeiträume in Ringspeichern vorgehalten und anschließend archiviert werden.