Optische, kurzkohärente Rauheitsmessung für KMGs
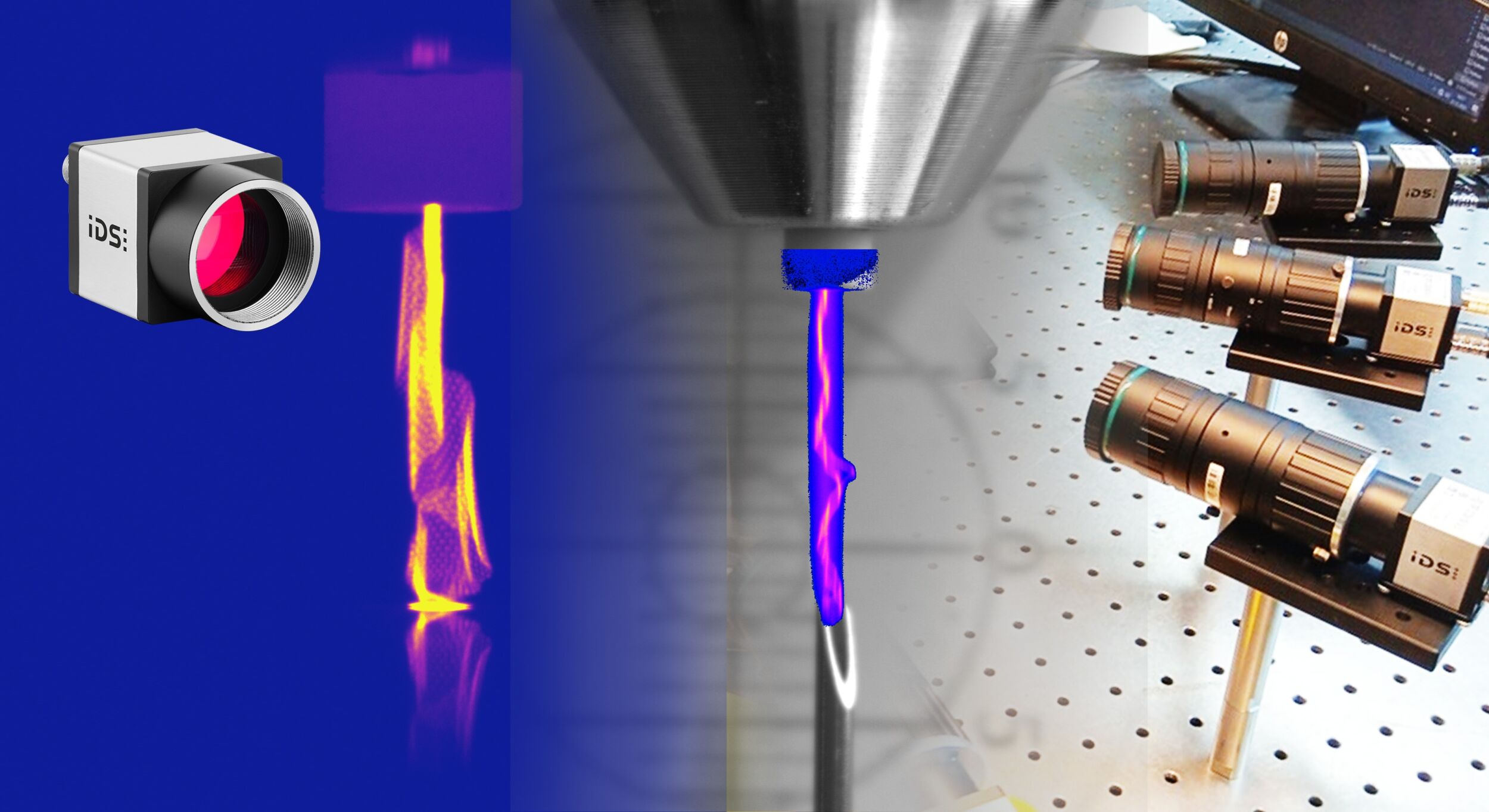
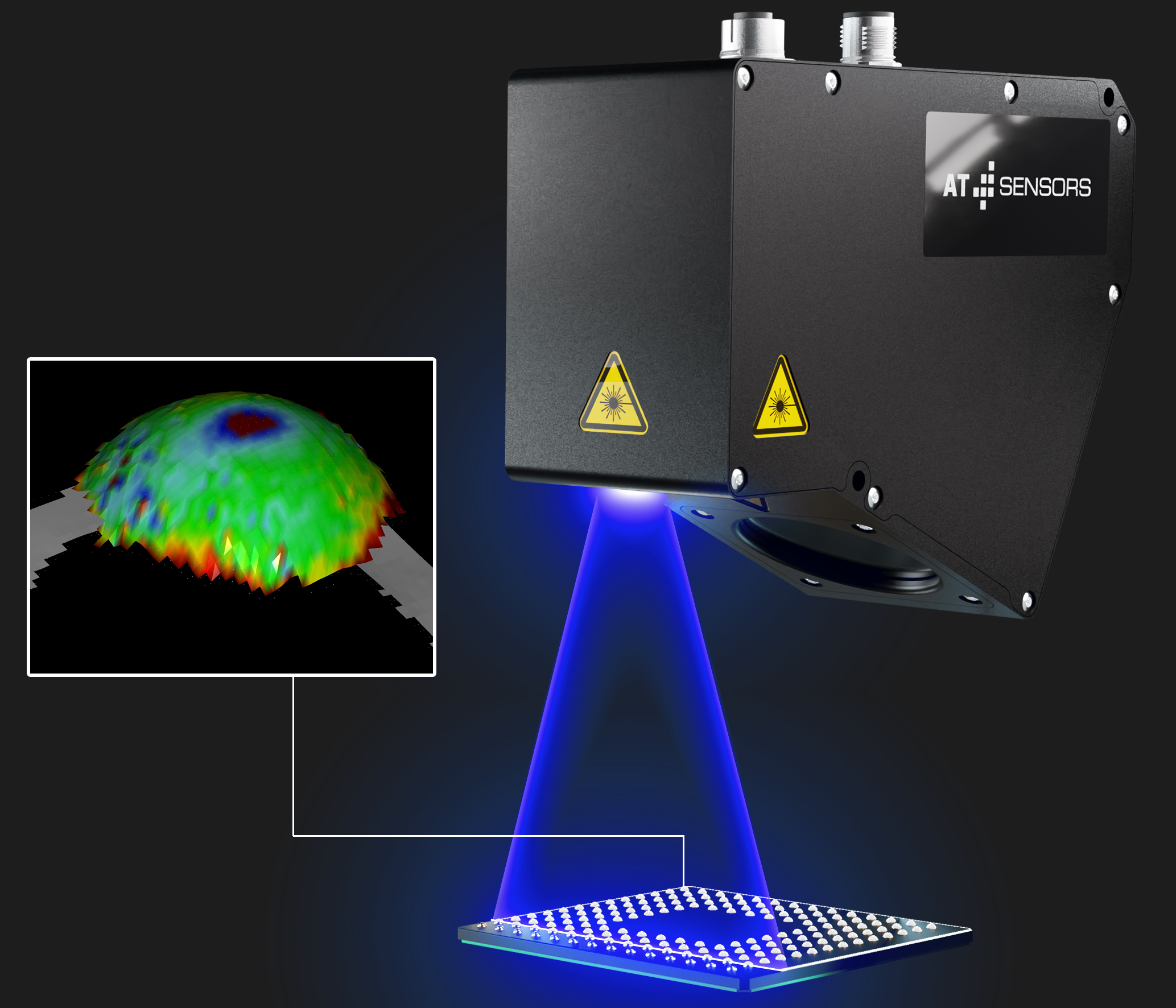
Der Rauheitssensor RS-C ist ein flächig messendes Interferometer mit Full-HD-Auflösung, das die extreme, vertikale Auflösung eines Interferometers mit einer extremen lateralen Auflösung von 55nm (100X-Objektiv) kombiniert und Messungen auch in Fertigungsumgebungen ermöglicht.
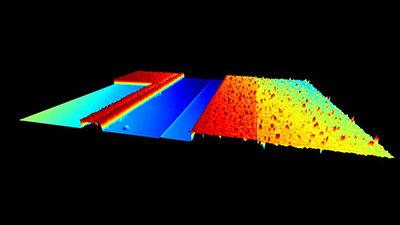
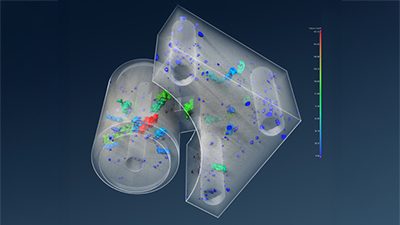
; Tiefeneinstellnormal (Rillennormal mit Rillentiefe von 75nm) (o.r.); geschliffenes Aluminium (u.l.); Glasmaßstab mit period (Bild: WENZEL Group GmbH & Co. KG)")
Bei der Fertigung von Bauteilen steht zunehmend auch die Rauheit im Fokus der Qualitätssicherung. Funktionseigenschaften und Strukturen von Bauteilflächen müssen geprüft werden, um Eigenschaften wie Dicht-, Schmier-, Reib- oder Verschleißverhalten zu gewährleisten. Daher werden mikroskopische Strukturen auch verstärkt im KMG-Umfeld gemessen und mit Hilfe von Rauheitsparametern charakterisiert. Die profilbasierten Rauheitsparameter Ra und Rz liefern aufgrund der Berechnungsmethode jedoch nur eine begrenzte Aussagekraft. Daher ist es erforderlich, zusätzlich auch funktionsorientierte Kenngrößen aus Messdaten abzuleiten, welche auf der Materialverteilungsanalyse basieren (z.B. Rk, Rpk und Rvk), und zusätzlich 3D-Parameter zu betrachten (z.B. Sa oder Sz). Letztere sind aufgrund der flächigen Messung und einer besseren statistischen Auswertung gegenüber dem profilbasierten Messprinzip taktiler Taster im Vorteil. Dies ist ein Grund, weshalb die Optik in der industriellen Anwendung immer mehr an Akzeptanz gewinnt. Um diesem Trend auch im KMG-Umfeld Rechnung zu tragen, ist es von Vorteil, nicht nur Form- und Lageabweichungen zu ermitteln, sondern die Oberflächengüte auch mikroskopisch im Rahmen automatisierter Messprozesse auswerten zu können. Mithilfe von KMGs wird ein 3D-Bezug zum Werkstück bzw. zum Fertigungsverfahren geschaffen und damit ein Bezug zur Bauteilgeometrie hergestellt.
")