Die Qualitätsanforderungen an Komponenten im Automotivebereich sind enorm hoch, und das zurecht. Es gibt kaum ein besseres Beispiel dafür als Fahrwerksteile für Motorräder wie Hinterradschwingen und Radnaben. Ob beim Beschleunigen oder Fahren durch die Kurve – diese Teile sind über den gesamten Produktlebenszyklus ständig hohen Kräften ausgesetzt. Ein Materialversagen auf Grund unentdeckter Defekte hätte mit hoher Wahrscheinlichkeit drastische Konsequenzen für Mensch und Maschine. Endkunden verlassen sich daher darauf, dass die Hersteller ihrer Wahl alles in ihrer Macht Stehende tun, um nur einwandfreie Komponenten ins fertige Produkt einfließen zu lassen. Um das Vertrauen ihrer Kunden nicht zu enttäuschen, fordern Hersteller ihrerseits von ihren Zulieferern höchste Standards bei der Qualitätssicherung, ohne Wenn und Aber.
Das weiß auch die oberösterreichische Vöcklabrucker Metallgießerei Dambauer GmbH, die neben Anlagenbauern und Anbietern für Verkehrstechnik hauptsächlich große Motorradhersteller in Deutschland und Österreich mit Aluminiumgussteilen beliefert. Bis zu 400.000 Fahrwerkskomponenten produziert das mittelständische Familienunternehmen mit 170 Mitarbeitenden pro Jahr. Und die Tendenz geht nach oben, schließlich erfreut sich das Motorrad ungebrochen steigender Beliebtheit. DI Dr. Georg Dambauer führt den Betrieb in dritter Generation, den sein Großvater Alois Dambauer 1955 zusammen mit seiner Frau Margarete gründete. So ein Erbe verpflichtet: „Ich schulde es meiner Familie, meinen Mitarbeitern und unseren Kunden, dass wir stets die bestmögliche Qualität liefern“, sagt Georg Dambauer. „Darum ist es uns wichtig, bei der Fertigung und Qualitätssicherung immer auf dem aktuellen Stand der Technik zu sein.“ Um sicherzustellen, dass nur einwandfreie Teile ausliefert werden, setzt die VMG Dambauer daher auf die 2D-Röntgenanlage Zeiss Bosello Max. Inmitten der Fertigung ermöglicht sie es den Mitarbeitern, schnell und treffsicher Entscheidungen darüber zu treffen, ob ein Gussteil den hohen Anforderungen des Kunden entspricht.

Prozess wird um 10% schneller
Nach Anlieferung der Aluminiumbarren werden diese geschmolzen, gereinigt und veredelt, bevor Stahlformen dem geschmolzenen Leichtmetall in unterschiedlichen Prozessen seine Rohform geben. Dann folgt die mechanische Bearbeitung – eine Bandsäge entfernt den Anschnitt, gegebenenfalls wird der bei komplexeren Innengeometrien eingesetzte Sandkern entfernt. Doch egal, wie hochwertig der angelieferte Rohstoff ist und wie ausgeklügelt der Guss- und Bearbeitungsprozess ist, Defekte wie Poren, Lunker und Fremdeinschlüsse lassen sich nie zu 100% vermeiden. Um diese sofort zu erkennen, steht in der Fertigungshalle der VMG Dambauer eine Zeiss Bosello Max 2D-Röntgenanlage, um direkt eine Einsicht ins Innere der produzierten Teile zu geben.
„Wir haben eine 100-Prozent-Prüfpflicht für unsere Motorradkomponenten“, erklärt Georg Dambauer, „das ist von unserem Kunden so vorgegeben.“ Die Fertigungsmitarbeiter werten daher alle gefertigten Teile selbstständig in dem Röntgengerät aus. Je nach Komplexität des Bauteils werden dabei zwischen fünf und 15 Aufnahmen gemacht. Ein Vorgang, der auch für geübte Hände mehrere Minuten beansprucht. Umso wichtiger ist es angesichts der angepeilten Stückzahlen, so viel Zeit für die Prüfung wie möglich zu sparen, ohne an Gewissheit zu verlieren. „Deshalb schätzen wir die Zeiss Bosello Max Anlage, weil sie uns im Vergleich zu anderen Röntgenanlagen eine höhere Bildqualität und -auflösung bietet“, berichtet Georg Dambauer. „Man sieht einfach ein bisschen mehr, was unseren Mitarbeitern die Entscheidung, ob ein Teil in Ordnung oder Ausschuss ist, deutlich erleichtert. Dadurch wird der Prozess um bis zu 10% schneller.“ Dabei hilft auch die benutzerfreundliche Bedienung: „Sowohl das erstmalige Programmieren als auch der Testvorgang laufen sehr intuitiv, unsere Mitarbeiter sind damit sehr zufrieden“, so Dambauer.

Bild 3 | Eine Zeiss Bosello Max 2D-Röntgenanlage in der Fertigung gibt den Mitarbeitern schnell Aufschluss über die Qualität der Gussteile. – Bild: Carl Zeiss Industrielle Messtechnik 
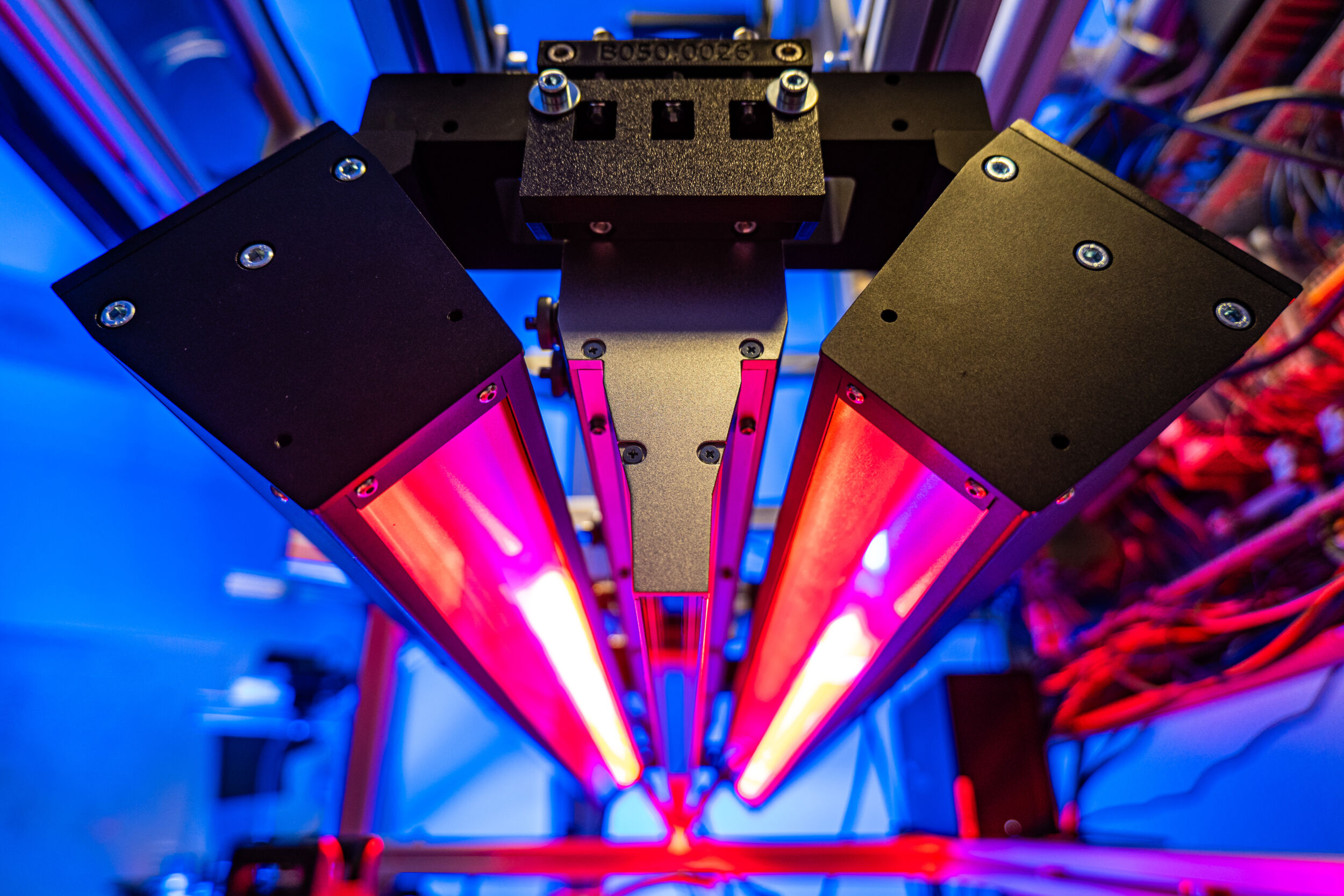
Bild 2 | Die Röntgentechnologie offenbart zuverlässig Defekte wie Poren, Lunker und Fremdeinschlüsse. – Bild: Carl Zeiss Industrielle Messtechnik 
Bild für den Kasten – Bild: Carl Zeiss Industrielle Messtechnik 
„Wir schätzen die Zeiss Bosello Max Anlage, weil sie uns im Vergleich zu anderen Röntgenanlagen eine höhere Bildqualität und -auflösung bietet. Dadurch wird der Prozess um bis zu 10% schneller.“, Dr. Georg Dambauer, VMG Dambauer – Bild: Carl Zeiss Industrielle Messtechnik
Automatisierte Fehlererkennung
Die Entscheidung für Zeiss fiel zunächst aus recht pragmatischen Gründen. „Wir hatten kurzfristig Bedarf für eine weitere Röntgenanlage in unserer Fertigung und waren auf eine schnelle Lieferung angewiesen“, erzählt Georg Dambauer. „Zeiss und Bosello waren hier sehr entgegenkommend und konnten uns innerhalb weniger Wochen ein Gerät zur Verfügung stellen.“ Auf den italienischen Anbieter Bosello mit seinen hochwertigen 2D-Röntgenanlagen hatte Dambauer schon länger einen Blick geworfen. „Mit der Übernahme von Zeiss wurde die Entscheidung für Bosello noch einfacher, weil wir jetzt auch deutschsprachigen Support bekommen. Und das kundenfreundliche Engagement, unseren Wunsch nach schneller Lieferung zu erfüllen, hat sein Übriges getan.“
Doch auch darüber hinaus ist Georg Dambauer froh über seine Entscheidung für Zeiss Bosello Max: „Wir haben damit in die neueste 2D-Röntgentechnologie investiert und bieten unseren Kunden somit einfach noch ein kleines Stück mehr Gewissheit bei höherer Produktivität.“ Dazu kommt, dass mit steigenden Stückzahlen auch die automatisierte Qualitätssicherung für das Unternehmen zunehmend zu einer attraktiven effizienzsteigernden Option wird. Dafür sind jetzt die Voraussetzungen geschaffen, denn Zeiss Bosello Max bietet die Option, den Entscheidungsvorgang bei der Prüfung von Bauteilen mit der Fehlererkennungssoftware Zeiss Bosello Faris ADR zu automatisieren. Angesichts der steigenden Komplexität der produzierten Teile als auch der zunehmend strengeren Anforderungen ist für den Geschäftsführer aber langfristig auch die Investition in einen Computertomographen für die Qualitätssicherung denkbar. „Da ist es für uns gut zu wissen, dass wir mit Zeiss einen starken, kompetenten Partner haben, mit dem wir unsere Technologie weiterentwickeln können und werden.“
www.zeiss.de in der Produktion
Die robusten 2D-Röntgengeräte Zeiss Bosello Max sind speziell für Produktionsumgebungen entwickelt. Sie gewährleisten eine zuverlässige, zerstörungsfreie Röntgenprüfung direkt in und an der Linie. Die Systeme ermöglichen programmierbare Röntgenprüfzyklen für Werkstücke unterschiedlicher Art und Größe. Eine CT-Option für die Geräte ist verfügbar. Um individuelle Lösungen für die jeweilige Applikation zu ermöglichen, stehen viele Optionen in Bezug auf Röntgenspannung (160 bis 450kV) und Gehäusegröße (Prüfbereiche von 700×1.200mm bis zu 1.000×1.500mm; Durchmesser x Höhe) zur Verfügung.